|
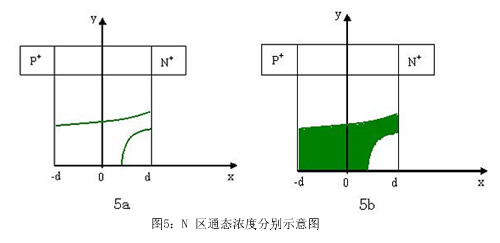
������ͼ5��ʾ����Ϊ����N-����ʹ��ͨʱ�ķ�ƽ��������Ũ�Ƚ�����һ�飬��ʹ����ָ��������٣�����ʹ�����������ӡ�
�������õ�����Ũ�ȼ���,��ȻҲ����������ӣ���ʹFRRS��0.4��ߵ�0.7~1.0�������Ȼ�����������˫�����ṹ������ʹ��FRRS�����0.5�࣬�ﵽFRRS �R1.5��
����˫�����ṹ�����������ƶ��������ȵĵ��������������⣺�ڷ���ָ����ռ����������������ѹ��߶���������N-���������ڻ����Ũ�ȸ߶��������������������洢ʱ��ta�����N-���ڻ����൱�ķ�ƽ��������δ�����ϣ��Ӷ�ʹ�ø���ʱ�����ӣ���tb���ӣ�������ָ�������FRRS���ӡ�
4������+���ռ�����9��
����Ϊʹ�����ܵķ���ָ��ٶȼӿ죬���ͻ��������������������DZ���ġ�******�ķ����������ӷ��գ�ͬʱ����ȡ�ľ����������Ƽ��������ҹ�Ŀǰ�����ܺܺò��������ӷ��յ�����£�ֻ�ܲ���ȫ���������Ƽ��������õ�ȫ��������������У��������������ӷ������ַ������ݹ����ߵ��ӷ��ճ��ڿɿ��Բ����©�������������ڿɿ��Ժã�©��С����̬ͨ��ѹ�ߡ�����ѡȡ������������������ͬʱ�������貣�����գ���Ȼ���ﲻ�������ӷ���+����ȡ�ľ����������Ƶij̶ȣ���Ҳ����ɻ���������������������̬ͨ��ѹ�ķֲ���
������ͼ6��ʾ���ھ�������ָ�ʱ���-dһ��IJ�Ũ��Npt****������������p��С�����ڶԷ���ָ�Ӱ�첻���+ d�࣬��Ũ��Npt��Խϵͣ������ϸߣ����̬ͨ��ѹ��Ӱ���С��
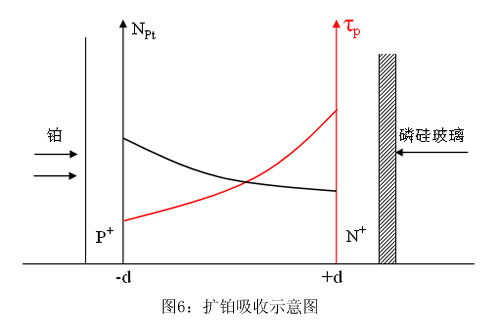
�����������¶�һ��ѡ��940�棬ʱ����30��~1Сʱ���ҡ�
������û���貣�����յ������������̬ͨ��ѹ��������ܶ࣬�����貣������ʱ��������̬ͨ��ѹһ���ܽ���0.5V���ҡ�
5�����ʽӹ�ļ�⼼��
����������������FRD5000 A- 200 V������Ҫ�������ʽӹ�����Ͳ����������ϸ��⡣���а�����̬������ѩ����ѹVRRM��̬ͨ��ֵ��ѹVFM����ӿ����IFSM�Ȳ��ԣ�������̬��������ָ�ʱ��trr������ָ�����Irr������ָ����Qr������ָ�������FRRS�Ȳ��ԣ���������������練�����巽����ӿ����PRSM����ͨʱ****��ֵ��ѹVFRM������ָ�ʱ��tfr�Ȳ��ԡ�
�ġ����������IJ���
��������������FRD5000 A - 200 V��������2011��2���Ժ��������Ϊ����ʵ����ͳ�Ƽ�¼���±�2��
|
