|
3 TANDEM双丝焊的应用和工艺
TANDEM双丝焊在全球有近1500套在使用,遍布各行各业。在我国有近500套在使用,以下面几个行业的典型案例介绍TANDEM双丝焊在自动化焊接中的应用和工艺。
3.1轨道交通
由于TANDEM双丝焊的高质量焊缝、非常高的焊接效率、较小的焊接变形,在我国的机车车辆制造企业普遍使用双丝焊,用于铁路客货车辆、城市轻轨、高速铁路等产品的各种部件的焊接。


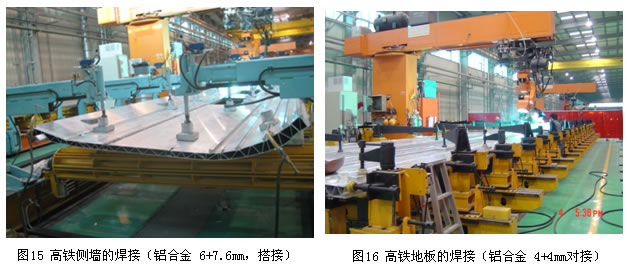
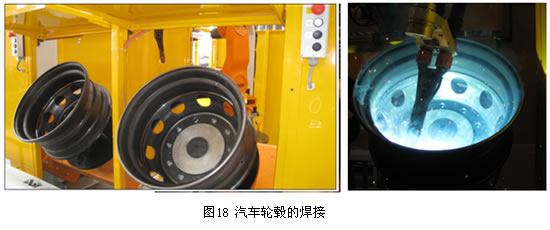
在TANDEM焊接铝合金时采用交替的相位关系。图15的搭接焊缝比较容易,只要解决好压紧和跟踪问题就可以了。图16的对接焊缝焊接问题比较多。由于装配间隙不一致,必须控制焊接规范,保证焊缝基本一致,防止焊缝过高和焊缝塌陷。焊枪前倾5°以上,喷嘴高度控制在15--17mm,保证气流量在40L/min以上,加强保护,降低气孔倾向和防止焊缝发黑。电弧电压不可过高,否则会经常堵丝,影响焊接效率,降低导电嘴的使用寿命。建议使用原配导电嘴。
在焊接车体大部件上现已广泛采用自动化专机和机器人,专机从结构上分为悬臂专机、龙门专机、吊挂专机等形式,从焊缝跟踪方式上又分为机械跟踪、激光跟踪两种方式,专机****的特点是调节简单,操作容易,维护方便。机械手主要采用龙门式和悬臂式两种方式,采用激光跟踪和电弧跟踪,机械手焊接大部件普遍采用双丝,单丝焊接一般用在初期设备系统上。机械手焊接****的优点是持枪结构牢固,焊接过程稳定,焊接状态一致性容易保证,焊接质量好。机械手焊接的****缺点是更换焊丝慢,操作复杂度高,维护难。机械手和焊接专机在应用上,没有绝对的好和坏,根据企业自身条件灵活运用,都能取得最终的目标。
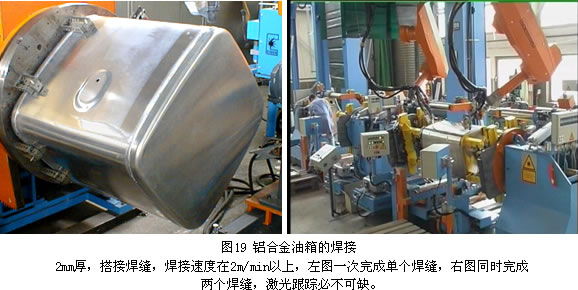
3.2 汽车部件

3.2工程机械
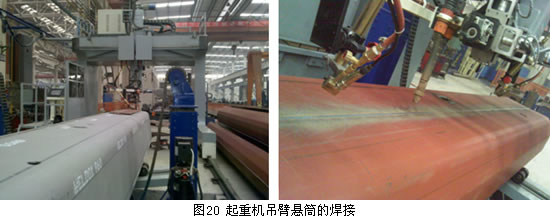
在工程机械领域双丝焊的应用也非常普遍,在挖掘机、推土机、压路机、起重机、水泥搅拌车、水泥泵车生产制造中都有应用。下面以起重机吊臂悬筒的焊接为例加以介绍。
起重机吊臂悬筒是该类吊车的关键部件,产量特别大,主要问题是提高焊接生产效率和控制焊接变形。
悬筒由两个折弯成近似半椭圆的部件相对扣合焊接而成。吊车的吨位不同悬筒的壁厚不同,两个半椭圆筒的厚度也不一样,一般为4+6mm,6+8mm,8+10mm,10+12mm。首先在点焊工位进行组合点焊,由于折弯的精度非常低,间隙误差在0-6mm之间,所以必须进行打底焊,大直径的悬筒在内部打底外部清跟,小直径的悬筒在外部打底外部清跟。焊接时要求预热100--200度。薄壁的一道焊成,厚壁的两道焊完。目前在这类企业中使用单丝时焊接速度在350--600mm/min之间,使用其他品牌的双丝焊时焊接速度在500--800mm/min之间。使用克鲁斯TANDEM双丝焊时薄壁悬筒的焊接速度可达1200mm/min以上,厚壁悬筒的焊接速度打底为1500mm/min,盖面为1000mm/min。使用激光对中,电动翻转机构保证焊缝水平。
3.3 煤矿机械
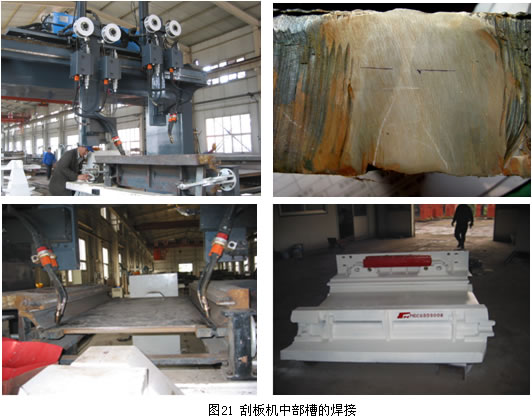
煤矿机械的特点是钢板厚,强度级别高,要求熔透和熔合好,预热,不开裂。在矿井的液压支柱和刮板输送机的中部槽制造中TANDEM双丝焊普遍使用,有机器人和自动化专机两种方式。以中部槽为例介绍TANDEM双丝焊自动化专机的使用特点。
采用德国CLOOS TANDEM双丝焊设备并配以珠海金宝热融焊接技术有限公司开发的双立柱龙门式焊接操作系统,对刮板机中部槽中底板进行两套TANDEM焊接系统-四丝双枪同时焊接,焊接质量优良,焊缝成型美观,焊接效率大幅提高,一个小时生产一个中部槽,纯焊接时间40分钟左右。与普通手工二氧化碳焊相比,不但能得到美观高质量的焊缝,而且焊接综合效率提高6倍左右,是中部槽焊接的****工艺。坡口型式对于熔透和焊接效率至关重要。
3.4钢管制造
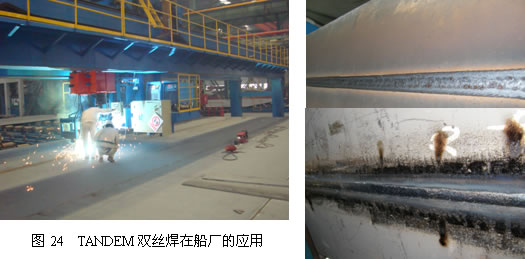
在大壁厚钢管的生产中,板材必须连续进入轧辊,在每块板材进行焊接时大约有两分钟的储带时间,必须在这段时间内完成接带,板材宽度为800~1500mm,管壁厚在8~20mm,传统工艺一般采用二氧化碳气体保护焊进行连接,但这种焊接方法只能焊接14mm 厚度以下的钢板,对于厚度大于16mm 的钢板,无法在限定时间内一次焊成,针对这种情况,采用德国克鲁斯TANDEM 高速高效焊接设备,进行了双丝MAG 快速对接大厚度金属板材的试验,取得了满意的试验结果,并应用于实际生产中(华油钢管和天津双街钢管)。特点是不开坡口,一次焊成,焊接速度快,焊缝平整,焊缝强度高,在轧辊和活套中不断裂。对口间隙2-3mm,前丝潜弧后丝明弧。

3.5军工战车
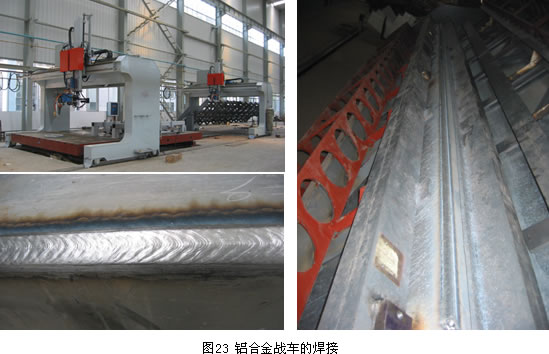
军工系统采用先进的焊接工艺比较积极。近年在钢制坦克、维和用装甲车以及铝制战车采用了双丝焊接技术。以铝制战车为例作以介绍。
高强铝合金因为具有高的比强度和比刚度, 以及良好的加工和力学性能, 成为轻型战车结构上的理想材料。高强铝合金焊接的主要问题是热裂倾向大,气孔比较严重,对于厚板焊接(20~60 mm), 该类问题更加突出, 同时需要考虑焊接效率问题。
在传统的焊接工艺中主要采用单丝脉冲和非脉冲MIG焊接铝制战车,由于铝板比较厚,焊接效率低,再加上防止裂纹的局部移动预热,更加影响焊接效率。我们采用数控龙门式操作机,配以TANDEM双丝焊、激光跟踪、电弧摆动等设备实现铝制战车主要部件的自动化焊接。
在不预热的情况下焊缝质量达到了军工标准要求。
4小结
高速焊接和高熔敷率焊接是今后焊接技术的发展方向,而TANDEM 高速高效焊接又是热点之一,它将在工业生产中得到越来越广泛的应用。
作者简介:
魏占静 1966年出生
工学硕士 高级工程师 MBA
1984-1988年 哈尔滨工业大学焊接专业学习
1988-1989年 清华大学研究生院学习硕士研究生课程
1989--1991年 机械科学研究院哈尔滨焊接研究所研究生
现从事德国克鲁斯焊接技术的推广和自动化焊接设备及工艺的开发
网站:www.cloos.com.cn EMAIL: wzj@cloos.com.cn

|
