|
2.3 TANDEM双丝焊的构成
TANDEM双丝焊有机器人和自动焊专机两种组成方式,见图7,图8。
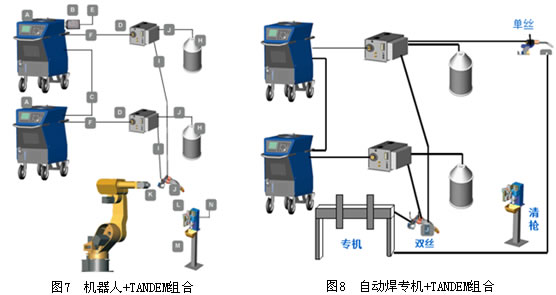
双丝焊系统可以与电弧跟踪、激光跟踪、机械式跟踪设备配套使用。
2.4 TANDEM双丝焊的特点
2.4.1数字化脉冲电源
两台具有焊接专家系统的数字化脉冲电源,100%暂载率时的焊接电流1000A,脉冲电流1500A;两台焊机相互通讯,脉冲相位差可以任意设定。
用于TANDEM焊接的电源采用数字化和次级逆变的技术,保证在较高负载下的可靠性和操作使用的简便性。
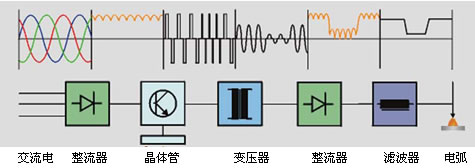
a 原端逆变焊机循环的工作原理
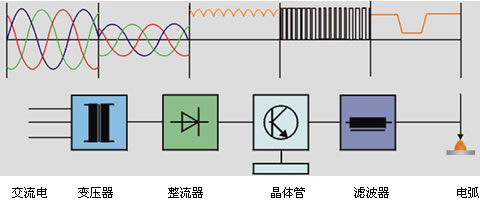
b 次级逆变焊机循环的工作原理
CLOOS公司在MIG/MAG焊电源部分凭借多年来的市场经验和原始的积累并不主张大功率的焊接电源使用原端逆变的技术。他们认为这种大功率的焊接设备主机结构采用原端逆变可靠性较差。直接通过三相整流,电容,开关到变压器的这种原端逆变式电源,在高电压通过逆变器时,逆变器中的一些电子元件(包括线路板)很难承受这种高压持续不断的冲击,影响正常使用缩短寿命。正是由于这些方面的愿因,很多逆变焊机的故障率都比较高。
CLOOS公司在焊接电流大于350A的MIG/MAG焊机中采用次级逆变技术,在焊接小于350A的MIG/MAG焊机中采用原端逆变技术。
CLOOS公司的大功率次级逆变焊机的原理是当电流进入焊机时先通过变压器,以获得需要的稳定的低电压。低压进入逆变器进行整流等相关工作。这样大大的提高的逆变器的寿命,提高了可靠性。
在CLOOS Tandem系统中,参数编辑系统是对用户开放的。所有的焊接参数的设定和修改均可以由用户完成。除了出厂时已有的常用的焊接材料的焊接专家系统之外,用户还可以根据自己使用的特殊材料或者特殊工艺要求,建立自己的焊接专家系统。按照自己所需的特殊材料或者特殊工艺所需的焊接参数,例如送丝速度、电压、脉冲频率、脉冲宽度等设定3到5个点,系统就会为用户生成一条专家参数曲线。并可存储、修改、拷贝等。
基本参数、起弧参数、焊接主参数、收弧参数设定界面简便快捷,在显示屏上一目了然。

图9 各种焊接参数设定界面
2.4.2 TANDEM双丝焊的高效性
Tandem双丝焊接工艺之所以高效主要源于如下三点:
第一、有足够大的焊接金属熔敷量,即焊接系统有足够大的长期功率输出。
第二、能够实现足够快的焊接速度。
第三、为保证足够快的焊接速度,焊接控制系统可以有效控制焊缝的熔深、成型和电弧稳定。
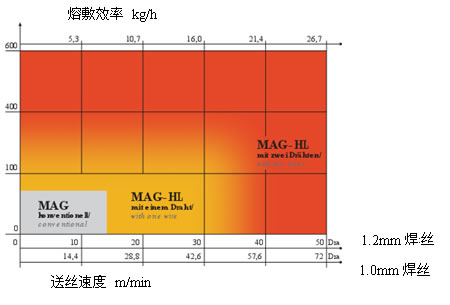
图10 TANDEM与其他MAG焊的效率对比
Cloos Tandem系统前后两丝在同一个熔池中熔化,两丝产生的热量互相借用,即前丝的散热用来熔化后丝;后丝的产热又加快了前丝的熔化速度,形成循环相互供热使熔敷量进一步增加,在增大熔敷量的同时减少对母材的热输入,同等功率输出时线能量更小,有利益焊接质量。 单丝焊接过程中,大电流下焊缝的熔深和成型是一对矛盾,彼此难以兼顾。 但在CLOOS TANDEM系统中,使用的是2根焊丝因此可以人为的给定前后两丝以不同参数,能够让前丝产生高挺度电弧和更大的熔深,让后丝产生宽扩而柔和的电弧改善成型。实现大规范下焊缝熔深和成型的兼顾。焊接过程中为了提高效率需要更快的焊接速度,但每种焊接方法都有一个合适焊接速度限制,过快会由于热输入不够造成无法熔化母材,不能型成熔池而无法保证焊缝成形。与其它MIG焊接相比,CLOOS TANDEM系统具有更大的热量输出和更多的熔敷量,并可以进行适当的熔深、熔宽控制所以可以使用更高的焊接速度。
|
