|
锦州市圣合科技电子有限公司 辽宁锦州 121017
关键词: 电阻焊机、整流二极管、超大电流、FRD
汽车、轮船、飞机、高铁、核电站等大工业的大发展,推动了超大电流电阻焊机的大发展;而超大电流电阻焊机的大发展,又推动了超大电流二极管的大发展。
超大电流整流二极管是ABB、EUPEC等少数几个国际超大型企业于二十多年前率先发展起来的,超大电流整流二极管推动了超大电流电阻焊机的发展,反过来,超大电流电阻焊机的发展,又推动了超大电流二极管的进一步大发展。
超大电流二极管以及超大电流电阻焊机的大发展,推动了汽车、轮船、飞机、高铁、核电站等大工业的大发展,成为推动现代工业发展的引擎。
一、超大电流电阻焊机【1】【2】
电阻焊是将被焊工件压紧于两电极之间,通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊主要有点焊、缝焊、凸焊和对焊等形式。
点焊时,工件只在有限的接触面上即所谓“点”上被焊接起来,并形成扁球形的熔核。点焊又可分为单点焊和多点焊。多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
缝焊类似点焊。缝焊时,工件在两个旋转的盘状电极(滚盘)间通过后,形成一条焊点前后搭接的连续焊缝。
凸焊是点焊的一种变型。在一个工件上有预制的凸点。凸焊时,一次可在接头处形成一个或多个熔核。
对焊时,两工件端面相接触,经过电阻加热和加压后沿整个接触面被焊接起来。
和弧焊相比,电阻焊有下列优点:
1)电源对工件提供瞬时超大电流如几万、几十万安培,二次电压很低,回路阻抗小,故加热时间短、热量高度集中、热影响区小、变形与应力小,通常在焊后不必安排校正和热处理工序。
2)熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单,焊接质量非常好。
3)工作不连续,无空载运行。电阻焊电源的负载持续率比一般弧焊电源低。不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。
4)操作简单,易于实现机械化和自动化,改善了劳动条件。生产效率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。
电阻焊和弧焊一样,历史都很悠久。但由于电流较小,融熔速度和效果都受限制,故多年来远不如弧焊机发展快。近二三十年,得益于超大电流二极管的创新发展,才使这一传统焊接方法焕发了新的生机,各种电阻焊机的蓬蓬勃勃大发展极大地推动了航空航天、电子、汽车、家用电器、轮船、高铁、核电站等现代大工业的大发展。
电阻焊机电源电路主要有工频、低频、直流冲击波、二次整流、逆变直流等。其单相(或三相)二次整流、逆变直流的主电路图由图1和图2示下:
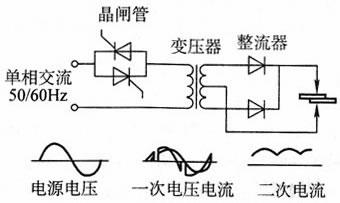
图1,单相二次整流阻焊电源主电路
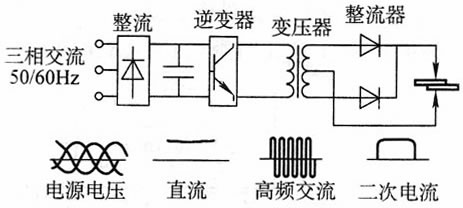
图2,逆变式直流阻焊电源主电路
从图1和图2,可以看出超大电流二极管的装配形式基本是相同的。其控制焊接电流及通电时间长短一般采用电力电子器件(如晶闸管、IGBT等)作为主电流开关调节器件。
二、超大电流整流二极管
整流二极管是第一代功率半导体器件,也是最简单的功率半导体器件。此前我国已制定了3000A的普通整流二极管的标准,说明单个整流二极管的电流容量已达3000A的水平。
对于低电压整流二极管发展到超高电流密度、超低损耗功率、超低瞬态热阻的7000A以上的超大电流FRD二极管阶段,那是近二、三十年的事情。它首先从欧洲ABB、EUPEC依据电阻焊机的发展而开发出来的。此类器件在国内已有锦州圣合科技电子有限公司【3】、清华电力电子厂【4】等开发生产。前者已成为国内****的超大电流整流二极管生产和出口基地。
(1)ABB、EUPEC的超大电流二极管
ABB的超大电流整流二极管主要是芯片ф48和ф60两个规格。装在8mm 厚的管壳内即成为7110A(5SDD71X0200)和12000A(5SDD120C0200)两个规格;不装管壳5mm厚的,电流可分别增至9244A(5SDD92Z0200)和13526A(5SDD135Z0200)两个规格。
EUPEC的超大电流整流二极管也主要是这两个种类:管壳厚8mm的D4457N和D5807N(或D8407N),不装管壳、5mm厚的为65DN02。上述规格器件虽和ABB的有所区别,但大体参数接近。除此以外,EUPEC还有较小规格芯片的低压大电流器件,如38DN02;25DN02。
以下用表格形式来给出它们的主要电、热参数的异同处。
ABB和EUPEC焊接二极管参数对照表 表1
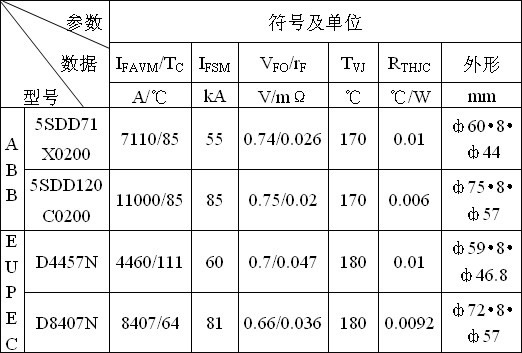
比较说明:
①电流容量、浪涌能力、等效结温、外形尺寸等大体相近;
②主要区别在门槛电压和斜率电阻。ABB的门槛电压高些,但斜率电阻较低。EUPEC的器件结温更高些、门槛电压更低些,显然更适宜并联,更有利于频率的提高。
③从结壳热阻看,ABB的芯片尺寸略大些。
(2)锦州圣合的超大电流整流二极管
锦州市圣合科技电子有限公司自2001年开始研制生产类ABB的电阻焊机用超大电流整流二极管,到如今已十年多。由替代进口到大批出口到美国、欧盟、东盟、印度、南非、加拿大等许多国家,成为名副其实的电阻焊机用超大电流整流二极管的生产和出口基地。
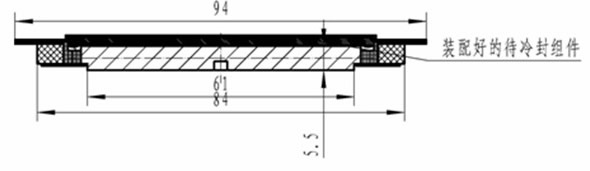
产品规格、品种不仅涵盖了ABB、EUPEC的全部电阻焊机用整流二极管,而且将电流容量提高到16000A的新水平(16000A器件无管壳结构图3),各规格产品的综合性能则融合了他们两家的特点(见图4、图5及表2、表3)。
其应用已从低频整流、中频变频(1~3)KHz创新发展到高频(5~30)KHz等各种超低功耗的逆变电阻焊机。
16000A器件5.5厚无管壳结构 图3
超大电流整流二极管参数简表 表2
焊接二极管照片图 图4

外形图outline: 图5
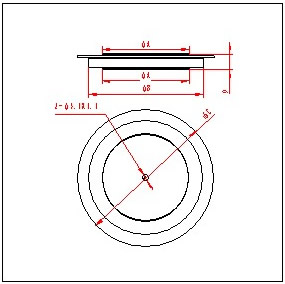
器件结构尺寸Dimensions表 表3
Size | 型号规格 | A(mm) | B(mm) | C(mm) | D(mm) | 重量 Wt(g) | Ⅰ | ZE7100A(FRD4000A) | 44 | 55 | 60 | 8 | 150 | Ⅱ | ZE12000A(FRD7000A) | 57 | 71 | 75 | 8 | 220 | Ⅲ | ZE16000A(FRD10000A) | 68 | 90 | 100 | 13 | 540 |
三、超大电流二极管与普通二极管的本质区别
超大电流电阻焊机用二极管绝不是普通低电压二极管,它是近20多年来才开发出来的崭新技术的二极管,国际上仅有几个先进的装备能力极强的超大公司才有可能生产这类器件,说明这是一个超高技术的并不是谁都可以简单生产的功率半导体新产品。
开发生产超大电流整流二极管的技术难点是:超薄硅片的研磨、清洗、扩散、合金、台面造型、钝化保护等新技术;超薄管壳和无管壳封装技术、特殊的多层金属化欧姆接触技术、大功率雪崩特性【5】和超大浪涌电流测试技术、可以直接并联连接的超低门槛电压VF以及超低通态斜率电阻rF、超低结壳热阻Rthcj的技术【6】等等。
电阻焊机等专用的超大电流整流二极管的发展趋势是:①体积越来越小,电流密度越来越高;②耐温水平越来越高;③雪崩特性水平越来越高,不仅耐正向浪涌电流能力越来越高,且耐反向浪涌能力也越来越高;④门槛电压和斜率电阻越来越小,所有同规格的器件都适宜于大量直接并联均流;⑤产品一致性、可靠性的要求越来越高;⑥专用检测仪器越来越新、越来越专业,越来越完整。
四、关于超大电流快恢复FRD整流二极管
上述的超大电流整流二极管实际上就是超大电流快恢复FRD整流二极管,只不过应用频率在3KHz以下而已。这也是超大电流整流二极管的技术特征之一。以下谈的超大电流快恢复FRD整流二极管是指应用频率在5KHz以上,如(5~30)KHz【7】的超大电流整流二极管。
超大电流快恢复FRD整流二极管可以用双基区的外延片来制作,但市场还难以接受它的成本价值,故当前还只能采用类双基区、低阳极浓度、科学减低少子寿命的基于扩散的方法来研制生产。
超大电流快恢复FRD整流二极管的主要技术特点是:
①具有和前述的超大电流整流二极管完全相同的特性:高电流密度、高雪崩特性、超低门槛电压和超低斜率电阻、超低结壳热阻和瞬态热阻抗、高度相近的通态电压和通态特性曲线,从而确保所有同规格的器件都能直接均流;超薄硅片、超薄基区、超薄管壳或无管壳、超薄硅片的清洗、腐蚀、扩散等芯片高精密无应力加工新技术。
②常规整流二极管的扩散可以先扩P+,也可以先扩N+,电阻焊机等专用的超大电流FRD快恢复整流二极管的扩散通常采用一次全扩散技术,要严格确保扩散浓度(如较低P+区浓度)、结深的精度(如双基区)。
③为了实现超大电流整流二极管的软快恢复,采用扩金(或铂)吸收和电子辐照相结合的控制少子寿命技术、采用低阳极浓度+双基区技术等达到高频软快恢复的目的。
超大电流FRD快恢复整流二极管的发展趋势是:①所有对超大电流二极管的发展要求都适用于超大电流FRD整流二极管;②反向恢复时间越来越短、反向恢复电荷越来越小、软度因子要求越来越高。
十年前,超大电流电阻焊机及其核心配件几乎都是从国外引进。即使有超大电流电阻焊机工厂要么是外商独资企业,要么是合资企业。如今超大电流电阻焊机厂在中国大地上如雨后春笋般地飞速发展起来了,他们得益于中国自己的各种创新发展的超大电流二极管,一定会在几年的时间里,赶上和超过国际先进的电阻焊机公司的水平,为祖国的现代化作出特殊的贡献。
五、结语
如上所述,超大电流FRD整流二极管是一个运用当代高新技术的高端产品,并不是所有会做功率二极管的企业都能做。在我国目前市场上,确实有一些伪劣假冒产品。他们想国家之所急,上超大电流整流二极管的心情是很好的。但是一定要明了:若没有先进的生产手段和技术,请千万不要简单地入手,那样不仅害了自己,又搅乱了市场,还授人以话柄。也请那些技术专家,在没有对ABB、EUPEC等国际先进的超大电流整流二极管的生产技术掌握好的情况下,请谨慎献言。
当然,也决不要把超大电流FRD整流二极管的生产技术神秘化,似乎只有ABB、EUPEC才能做得出,中国人永远也做不出似的。有的中国人竟然在中国的领土上替ABB打假,这不是洋奴味又是什么呢?!当着我们的超大电流整流二极管大批出口给先进的资本主义国家时,这些粘有洋奴味的人是否要重新检讨自己的认识呀?!你们能借自己的特殊身份引进外国的先进产品并替外国人大量赚中国人民的血汗钱,就有义务把技术引进到中国来,并创新开发出比外国人更先进的产品,从而大长中华民族的志气,为国人增光。今天,当着ABB、EUPEC的超大电流整流二极管配套的钼片、管壳大批量地从中国进口配套时,当着他们用的检测设备都是中国专家制造的时候,试问:聪明智慧的中国人的超大电流FRD整流二极管及其超大电流电阻焊机(半统或)一统天下的时代还能远吗!?
参考文献:
【1】王兆安 张明勋:电力电子设备设计和应用手册第3版(第16章16.4节.作者:成都电焊机研究所王福生)[M] 机械工业出版社 2009.1
【2】电阻焊机技术 焊接21世纪网络快汛论文[J] 2009.11.2
【3】夏吉夫 郭永亮 潘福泉:3.5KA/400V高电流密度整流二极管的设计制造 [J] 电力电子技术 2008.12 P16
【4】张斌 张海涛 王均平:超大电流密度低压二极管研究[J] 半导体技术 第27卷第10期P68
【5】(瑞士)林德:功率半导体器件---器件与应用 [M](第三章3.3) 肖曦 李虹译 机械工业出版社 2009年2月
【6】矫健 高占成 揣荣岩 潘福泉:功率半导体器件的直接均流技术[J] 变频技术应用2010第2期 49~51
【7】夏禹清 夏吉夫 郭永亮 关艳霞 潘福泉:高频电镀用快恢复整流二极管的开发研制[J] 变频技术应用2010第1期 51~54

石建东:锦州市圣合科技电子有限公司
副总经理、 工程师、研究方向:电力半导体
器件、东北大学毕业、13904165407
|
