|
前言
低温钢焊接结构广泛应用于石油、化工等行业,提高焊接接头的低温韧性是一直是低温钢焊接研究的热点[1]。利用外加超声场,促进焊接过程中液态金属的运动,控制焊缝结晶过程,是制造高性能焊接结构的重要途径,而目前缺乏导入超声的必要手段和技术[2]。吴敏生教授提出了以焊接电弧负载作为超声发射机构的电弧超声技术,通过电弧和工件的自耦合将超声加到焊接熔池,以细化焊缝结晶组织,提高材料的性能。本文将电弧超声技术应用于16MnDR、09MnNiDR的焊接过程中,实验结果表明,电弧超声有效的细化了焊缝区的晶粒,提高了焊接接头的冲击韧性。
1、电弧超声焊接实验系统
弧焊回路中,电弧可以等效为动态的阻性负载,在常规焊接电弧两端施加高频电信号,使自由电弧或等离子电弧受到高频调制,从而激发出电弧超声,使作为加工热源的电弧,同时成为一种可控的超声发射源 。对电弧超声信号特征的分析表明,以电弧负载作为超声发射机构,具有宽谱频率响应特性,且频率等参数实时可控 [3]。
图1电弧超声焊接实验原理图
实验所用的电弧超声焊接实验系统如图1所示。激励电源使用高频功率电子开关逆变技术,(本研究得到国家自然科学基金项目50375080资助)以输出频率从音频到500千赫兹的连续激励信号。激励源通过并联耦合方式与常规直流电源相连接,将高频的电信号叠加到电弧回路中,使电弧等离子体受到高频调制而产生超声振动。利用高灵敏度宽带声发射探头可以接收经母材传播的声发射信号,同时采用传声器接收从空气中传播的声发射信号。
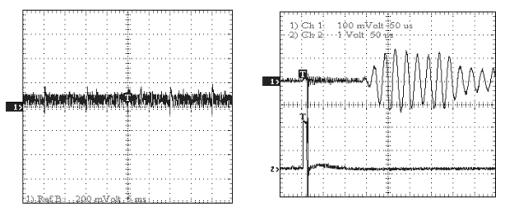
(a) 自由电弧声发射 (b) 脉冲调制电弧声发射
图2 自由电弧与调制电弧声发射波形
图2(a)所示为TIG电弧未受激励的声发射信号,它的高频成分少,且超声频段没有发现规律的声发射信号。图2(b)是距电弧60mm处的传声器接收到的调制电弧所激发的超声信号。下方的是激励脉冲波形,上方是传声器在空气中接受到的信号,可见对电弧的调制可以成功激发出超声波。超声信号滞后于调制脉冲是由于传声器和电弧之间存在一定距离。
2、实验结果及讨论
电弧超声的产生与焊接材料和焊接方法无关,仅受到外加激励源特性和电弧等离子体高频特性的影响。前期针对碳钢的电弧超声焊接实验表明,电弧超声对于细化焊缝组织,改善焊接接头的机械性能具有比较明显的作用。[4]
选择低温压力容器中有着广泛应用的16MnDR为实验对象,进行电弧超声焊接实验,研究电弧超声对低温钢焊接接头组织性能的影响。焊接实验参数为:焊丝为H08MnAf4,HJ431焊剂,单面单道焊,板厚12mm,焊接工艺参数30V×600A,激励电流约20A。
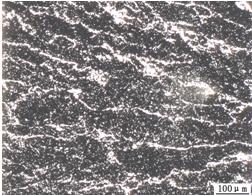
(a) 未加电弧超声 (b) 加入电弧超声
图3 16MnDR焊缝区的金相组织
图3为16MnDR焊接接头焊缝区的金相组织。在电弧超声的作用下,焊缝柱状晶的形态发生了一定的变化。常规焊接时,柱状晶晶粒粗大且不均匀;在电弧超声作用下,柱晶晶粒明显细化,并且在沿超声振动方向上晶粒变长。未加超声时,粗大的片状先共析铁素体沿着奥氏体的晶界析出,晶内为块状分布的铁素体和珠光体。在电弧超声作用下,先共析铁素体的层片变薄,且出现了较多的针状铁素体。进一步的观察表明,电弧超声作用下,焊接接头的焊缝区和热影响区的组织均得到了不同程度的细化。由焊缝晶粒的细化和较多针状铁素体的出现可以预见,焊接过程中引入电弧超声能够提高低温钢的冲击韧性。
根据国家标准GB/T229-1994,采用标准夏氏V型缺口进行冲击试验,试样规格为55mm×10mm×10mm。 表1为不同调制频率下的16MnDR焊接接头的冲击韧性。在一定激励参数的电弧超声作用下,16MnDR的焊缝区和热影响区在-40℃下的冲击韧性均有50%幅度的提高,但数据存在较大的离散性。为了进一步证明电弧超声对低温钢焊缝冲击韧性的影响,选择09MnNiDR钢进行电弧超声焊接实验并在-70℃进行了冲击试验,结果如表2所示。实验参数为:试板尺寸100mm×300mm×12mm,焊丝为H08MnAf4,HJ431焊剂,单面V型坡口双面焊,正面33V×500A,背面35V×550A,激励电流约15A。
表1 不同调制频率下的16MnDR焊接接头的冲击韧性
激励频率(kHz) | 无超声激励 | 30 | 50 | 80 | 焊缝区 冲击韧性 (J/cm2) | 9 12 12 (11) 0 | 16 12 9 (12.3) 11.8% | 16 18 14 (16) 45.5% | 8 8 5 (7) -36.4% | 热影响区 冲击韧性 (J/cm2) | 18 28 ( )* (23) 0 | 30 36 ( )* (33) 43.5% | 43 29 32 (34.7) 50.9% | 15 11 42 (22.7) -1.3% |
* 试样有裂纹缺陷,未冲击
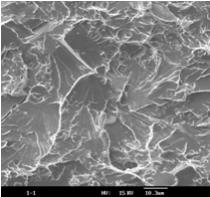
(a) 未加电弧超声 (b) 加入电弧超声
图4 09MnNiDR焊接接头冲击断口扫描电镜图
图4为09MnNiDR焊接接头冲击断口的扫描电镜照片,原先未加入超声的断口呈河流状的解理纹,为典型的脆性断裂,加入电弧超声后断口出现一定数量的韧窝,具有明显的韧性断裂的特征。说明试样在断裂前产生了较大的塑性变形,因而接头的冲击韧性得以较大幅度的提高(参见表2)。
在实际焊接过程中,电弧超声的作用主要体现在对固液界面和流动的熔体的扰动,即传质作用[5]。超声在焊接熔池中的有限振幅衰减使熔体内形成一定的声压梯度,从而形成一个流体的喷流。此喷流在整个流体中引起一个整体环流,影响溶质在熔池中的分布。同时,处于高温状态下的金属熔体,由于固液界面上的晶粒强度非常低,当扰动作用在其周围液体上,可以破坏正在生长的晶体,并使熔池中的质量和热量重新分布。不同激励参数(激励电流、激励频率等)的电弧超声影响低温钢焊接接头组织性能的具体规律尚待进一步的研究。
表2 不同调制频率下的09MnNiDR焊接接头的冲击韧性
激励频率(kHz) | 无超声激励 | 30 | 50 | 80 | 100 | 焊缝区 冲击韧性 (J/cm2) | 26 25 24 (25) 0 | 26 37 25 (29.3) 17.3% | 33 37 40 (36.7) 46.7% | 35 30 33 (32.7) 30.7% | 36 32 34 (34) 36% | 热影响区 冲击韧性 (J/cm2) | 22 25 33 (26.7) 0 | 31 32 16 (26) -2.6% | 48 66 32 (48.7) 82.3% | 19 61 237* (33) 23.6% | 68 21 30 (39.7) 48.6% |
3.结论
通过16MnDR和09MnNiDR的电弧超声焊接实验,证明电弧超声可以对低温钢焊接接头的组织和性能产生影响:
1、在不同频率的超声激励下,焊缝区域的微细组织发生变化,较多的针状铁素体的出现提高了焊缝的冲击韧性。
2、电弧超声作用下的晶粒细化有利于提高低温钢焊缝区和热影响区冲击韧性的提高。 |
