|
5 TANDEM双丝焊拼板焊接工艺过程:
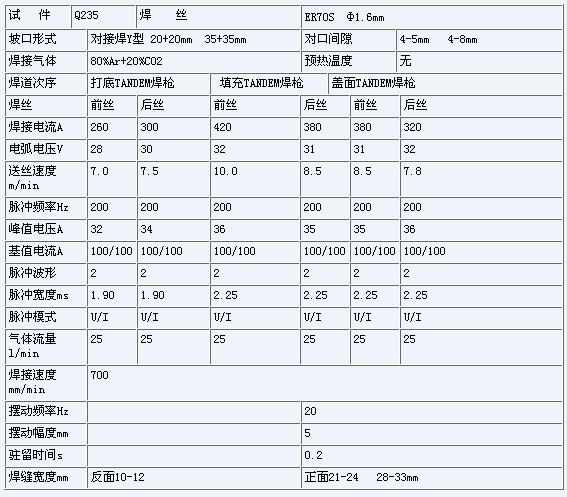
5.1 焊接参数表
焊接参数表见表1
5.2 典型的焊接电流波形图
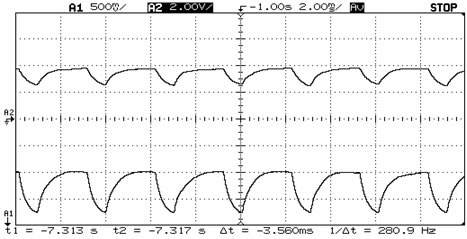
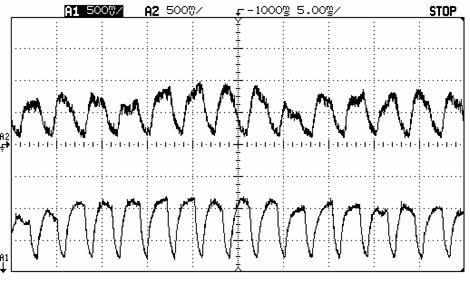
图5:典型的焊接电流波形
6 焊缝成型及质量
6.1 典型的工件焊缝成型
焊缝成型见图6,7,8,9

图 6 20mm厚钢板对接正面成型

图7 20mm厚钢板对接反面成型

图8 35mm厚钢板对接反面成型
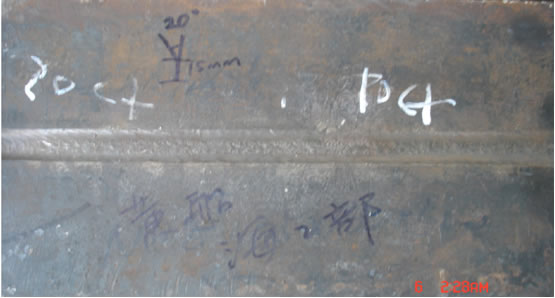
图9 35mm厚钢板对接正面成形
6.2 焊缝质量
两种不同厚度钢板TANDEM双丝焊拼板的工艺评定结果表明,各项机械性能指标良好,,达到一级焊缝标准,完全满足船级社的要求。
7 结论
TANDEM双丝焊拼板工艺表明:
(1)TANDEM焊接工艺能满足船厂提出的拼板焊接的生产要求。
(2)TANDEM焊接工艺对组对时预留间隙、母材种类的适应性较强。
(3)TANDEM焊接工艺热输入低、变形小,减少焊后处理成本。
(4)TANDEM焊接工艺效率高、焊接速度快。
(5)TANDEM拼板焊接系统可与龙门架焊接操作系统和焊接小车配套,性价比高。
(6)TANDEM焊接工艺是船厂拼板中比较理想的焊接工艺。
参考文献:
[1] 周大胜,魏占静,TANDEM双丝在造船拼板焊接中的应用,《电焊机》2007年第6期
[2] 魏占静,李少农,韩金明,刮板机中部槽TANDEM双丝焊工艺研究与应用,《机械工人》2006年1月
[3] 魏占静,先进的德国CLOOS TANDEM双丝焊接技术,《机械工人》2002年3月
[4] Wheelabraator Group 维尔贝莱特(集团),高价钢时代的来临,你准备好了吗?《中国海洋产业.船舶专刊》2008年第5期
[5] 陈家本,郑惠锦,中国船舶焊接技术进展,《电焊机》2007年第6期
[6] 《中国海洋产业.船舶》专刊,2006年第五期,《中国海洋产业.船舶》专刊编辑部主编
[7] 宗颖, 加快我国船舶焊接机械化、自动化的发展步伐,《MM现代制造.现代焊接工程》,2006年6月
[8] 船舶用钢呈现三大发展趋势, 《中国海洋产业.船舶》专刊,2006年第五期
|
