|
2 CP焊机
GLC353QUINTO CP焊机是一款多功能逆变式数字化变极性MIG/MAG焊机,具有良好的可靠性和稳定性,其特点如下:
1)大屏幕高清晰度液晶显示,电脑化操作界面
2)大量的储存,可容20000条焊接参数
3)在线和离线焊接参数编辑,可在磁盘、电脑间共享文档
4)集多种工艺于一体,可实现MIG/MAG、脉冲MIG/MAG、MIG电弧钎焊、 TANDEM双丝焊、手工电弧焊和CP冷焊等工艺。
5)内置焊接专家系统,实现一元化调节
6)全部焊接参数可调,充分发挥使用者的经验和智慧
7)CLOOS独有的U/I和I/I脉冲电流调节方式
8)可焊接各种金属材料
9)特殊的镀层板MIG钎焊工艺
10)更广的焊丝直径范围0.6-2.4mm
11) 更准确的焊接电流
12)各种数字接口,易于焊接控制和自动化,可控制外围设备
13)2mm以下超薄板的焊接
14)Aluplus:应用双脉冲焊接铝和不锈钢等材料
15)SPAZ:可靠的无飞溅起弧
GLC353QUINTO CP焊机CP工艺是完全靠先进的数字化控制技术对焊接电流、电压波形进行变极性控制,正负半波波形任意设定,没有任何机械控制成份(如机械抽丝)存在。
3 CP冷焊工艺的应用
CP冷焊工艺从2002年问世以来在各行各业中越来越多的得到认可,它几乎应用到所有的金属材料中。
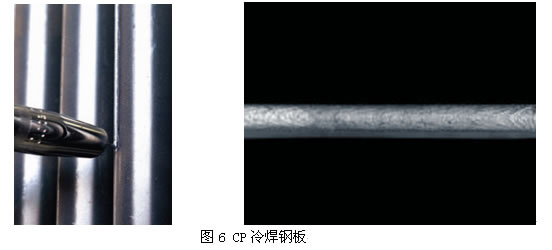
3.1钢板
在汽车和其它工业中越来越多的采用高强钢板,来降低生产成本和提高产品质量。对高强钢材料的焊接应采取尽可能低的热输入。与传统的MIG/MAG脉冲弧焊工艺相比,MAG CP技术显著降低熔滴过渡频率-采用****的熔滴过渡,因此显著减少热输入。见图6。
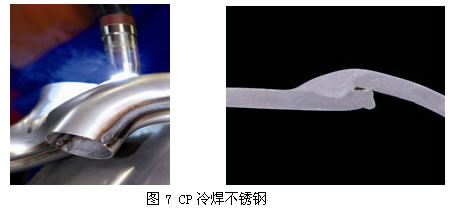
3.2不锈钢
在现代工业中,不锈钢材料的应用已经越来越广泛,如容器制造业、食品机械工业和制管行业等等。但是不锈钢的焊接问题也一直困扰着焊接工作者,如何控制热变形,减少工件表面颜色的改变,如何提高焊接速度都是不锈钢焊接的问题。CP冷焊工艺不仅提高了焊接速度,还显著地改善了热输入,减少了工件表面颜色的改变和热变形。见图7。
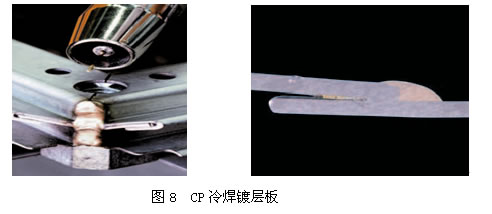
3.3 镀层板
通过对钢板镀或渗上一层防锈防腐材料(镀锌或渗铝)来防锈防腐既高效又经济。带镀层的板材广泛应用在汽车、建筑、家具和通风行业。在焊接带镀层的板材的时候对镀层的保护相当重要,而CP冷焊技术正好满足这一需要:当使用MIG CP 钎焊时,通过采用合适的参数可以在达到****润湿效果的同时不破坏保护层。见图8。
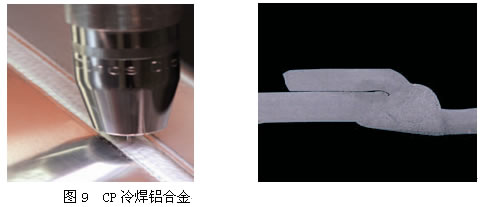
3.4 铝合金
近几年铝合金的使用在大幅度的增加,在焊接铝合金时需考虑下面的因素:
对母材较低、可控的热输入;有效地去除氧化膜。CP冷焊技术允许人们对输入到焊丝或输入到母材的热量进行精确的控制。特别是当使用1.2mm或1.6mm焊丝时,有良好的搭桥能力,减少热输入的同时明显地提高焊接速度。见图9。
4 CP冷焊工艺的优点
1) 很高的焊接速度――提高生产效率。
2) 较强的间隙搭桥覆盖能力――在公差较大的工件焊接时仍可保证很高的焊缝质量,不需要成本较高的机加工。
3) 对母材热输入很低――在焊接和钎焊热敏感材料时具有更好的效果;极小的工件变形,减少了在焊缝区由于较大温度差而出现裂纹的倾向。
4) 更小的飞溅――不需要重新清理。
5) 可使用更大直径的焊丝――送丝更加稳定,降低焊接成本。
综上所述,CP冷焊工艺作为一种熔化极气体护焊,利用特有的波形,正负极
在焊丝上的交替变换,极大的降低了对母材的热输入,使母材的热变形降到了最小,是焊接薄板比较理想的工艺。
参考文献:
[1] 杭争翔, 李利, 甘洪岩,变极性脉冲MIG焊接工艺,中国焊接资讯网
[2] 魏占静,周大胜,变极性MIG/MAG焊接设备---德国CLOOS CP冷焊介绍,中国焊接资讯网
[3] 殷数言,张九海,气体保护焊工艺,哈尔滨工业大学出版社,1988.
[4] 殷数言,气体保护焊工艺基础,机械工业出版社,2007.
[5] 李桓,发展中的变极性焊接电源技术,电焊机,2004,34:37.
[6] 廖平,变极性脉冲MIG焊控制系统气体保护焊工艺基础,机械工业出版社,2007.
作者简介:魏占静( 1966.09) 男 工学硕士 MBA 高级工程师
|
