魏占静 珠海市金宝热融焊接技术有限公司 广东珠海 519070
约克•希勒 Carl Cloos焊接技术有限公司 德国Haiger D-35708
摘要:变极性MIG/MAG焊接工艺又称CP(Cold process)冷焊工艺,主要用于0.2-2mm的薄板(钢、不锈钢、铝、镀层板、异种金属)和有磁材料的焊接,可以手工焊和自动焊。显著的提高了焊接速度,减少对母材的热影响和焊接变形。介绍变极性MIG/MAG焊接工艺的波形设计、熔滴过渡以及实际应用。
关键词:变极性 MIG/MAG 波形控制 薄板焊接 冷焊
前言:随着工业的飞速发展,越来越多的各种材料薄板应用到各行各业中。生产企业迫切地需要一种可靠实用的焊接工艺,来解决在产品制造中薄板焊接的质量、生产率以及成本等问题。由于薄板焊接对母材的热输入有严格的控制,因此对焊接电源也有严格的要求。既要保证到焊接过程中的稳定,形成优质美观的焊缝。同时对母材要降低热输入,减少热变形。德国CLOOS公司于2002年成功开发出了********台变极性MIG/MAG焊机GLC353QUINTO CP,解决了各类薄板焊接这一难题。
1 变极性MIG/MAG焊接工艺
直流正极性的脉冲MIG/MAG焊,电弧稳定,焊缝熔深大。焊接薄板时,为了防止烧穿及熔池下塌,容易产生咬边等焊接缺陷。直流负极性的MIG/MAG焊,电弧沿焊丝上爬,电弧不稳定,熔滴不易过渡,焊接熔池浅,容易出现融合不良、凸焊道等焊接缺陷。变极性脉冲MIG/MAG焊,焊丝为正极性时控制焊丝熔化及熔滴过渡,焊丝为负极性时电弧沿焊丝上爬促进焊丝熔化及减小电弧对熔池的加热作用,减小焊缝熔深,形成浅熔深的特性,焊接薄板具有独特优势。
变极性MIG/MAG焊是由焊丝为正极性时间及焊丝为负极性时间构成。控制熔滴在焊丝为正极性半波时间内过渡,分别以短路和脉冲电流控制熔滴过渡。焊丝为负极性的主要作用是降低电弧输入熔池的热量及降低电弧对熔池的压力,并且提高焊丝的熔化速度,提高熔敷速度。
GLC353QUINTO CP利用特有的电流波形,通过调整负极基值的参数对焊接过程中的热输入进行严格的控制,保证到****的焊接效果。在实际焊接中表明:增加负极基值的时间可以显著提高焊丝的熔敷率,提高焊接速度,减少热输入。
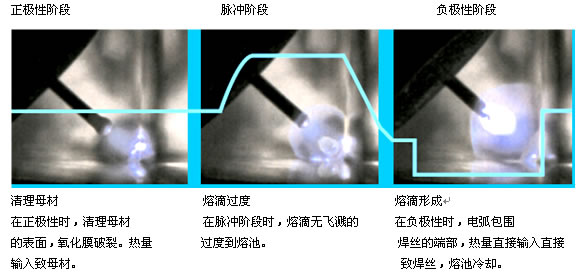
特殊的电流波形保证了良好的间隙搭桥覆盖能力和优良的焊接效果,在正极性时清理母材表面,氧化膜破裂 ,热量直接输入至母材,在脉冲相时熔滴无飞溅地过渡到熔池。在负极性时电弧围绕焊丝端部,热输入给焊丝,焊接熔池处于冷却状态。见图1。
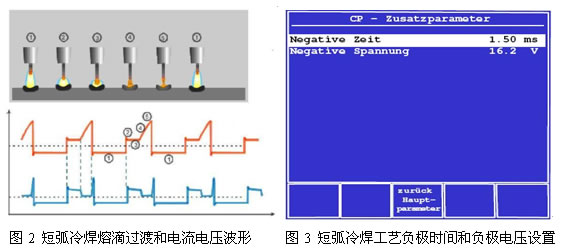
1.1 短弧CP冷焊工艺
非脉冲冷焊工艺电弧燃烧在短弧区域,此时除了设定正常的MIG/MAG参数
外,还需要设定负极时间和负极电压。一般情况下,负极时间越长和负极电压越高,从电弧供给焊丝的热量越多。当负极时间减少到零时冷焊工艺就变成了正常短弧焊接工艺。见图2,图3。
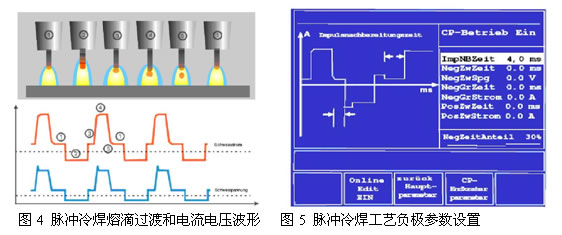
1.2 脉冲冷焊工艺:
在脉冲冷焊工艺时,除设定正极性脉冲参数外,还要设定负极性脉冲参数,共有7个:
1) 正脉冲后处理时间 2) 负极脉冲时间 3) 负极脉冲电压
4) 负极基值时间 5) 负极基值电流 6) 负极后脉冲时间
7) 负极后脉冲电流
|
