|
5、短路飞溅的抑制
一脉一滴过渡,实际上不能完全保证百分百的成功,在焊接过程中,由于某种扰动,熔滴没有顺利过渡,此时焊丝端头的熔滴尺寸较大,会发生与熔池短路,如果不加控制,则短路时间较长,当下一个脉冲到来时,会发生很大的飞溅。
为此,当短路发生时,迅速使电流保持在一个较低值,滞后约0。5ms后再以合适的速度上升。这种方法在CO2焊短路过渡控制中常用。在PMIG焊发生短路时,一般熔滴尺寸较大,所以容易产生缩颈,短路峰值电流一般也不会很大,过渡柔顺,飞溅很少,而且颗粒细小。
这种条件下的短路并不是因为焊丝端头离熔池太近,而是由于前一个脉冲的熔滴没有过渡,使熔滴尺寸过大引起的。在短路小桥爆断后,电弧长度会有一个正阶跃,此时焊丝端头固态部分到熔池的距离基本和正常情况一样,但是由于短路电压很低,会使压频转换的脉冲周期很短。对这一情况,如果不加处理,就会使电弧长度出现不合理的加长。所以,要在短路期间,对电压信号进行加权处理并进行补偿,使之对脉冲周期的扰动尽量减小,保持焊接继续稳定进行。
6、引弧控制问题
铝合金焊接引弧比较困难,因为铝焊丝柔软,在送进与母材接触后容易失稳,铝材导热率高,比热大,在引弧过程中热量被迅速传到金属内部。另外铝合金的电阻率低,电阻热比钢焊丝小得多。因此同样直径的铝焊丝比钢焊丝引弧时所需要的引弧电流的电流上升率要大。因此要采取必要的措施。
A、采用大的恒定的短路电流,同时较小的逆变器副边电感和合适的电流上升率(专门的引弧PI参数),可使焊丝与工件接触点处迅速大量产热并烧断。
B、采用慢送丝,增大短路瞬间的接触电阻,短时间内大量产热。
C、加大电流脉冲,因为电弧刚建立时,金属蒸汽少,电弧气氛热量不足,容易熄弧,特别是在电流小或在维弧期就熄弧,高和宽的加热脉冲电流,可增加电弧气氛的热量。
D、过渡脉冲,使电弧长度快速过渡到正常范围。
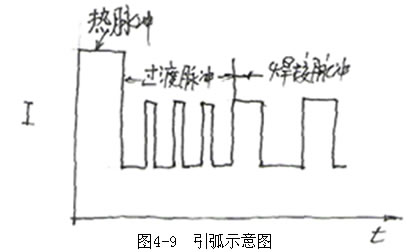
图4-9的引弧示意图中的控制要求,很容易与电弧电压反馈调节系统的电路结合,而统一起来。
7、双脉冲焊基本原理
单脉冲MIG有很多优点,可以实现一脉一滴过渡,使焊丝熔化效率高、烟雾少,做到小平均电流下的稳定焊接。存在的缺点是在焊铝时仍然易产生气孔,焊缝表面也不够美观等,因此就出现了双脉冲焊法。
实现双脉冲焊接,有多种方法,如采用单脉冲加脉动送丝式,采用高、低不同幅值的两个脉冲过渡等,但当前公认焊接********的实现方法是高频脉冲的低频调制。
双脉冲焊是熔化极氩弧焊的新的焊接方法,它能有效地克服单脉冲焊的缺点。双脉冲焊就是在送丝速度不变的条件下,使焊机输出的高频脉冲电流具有两个不同的平均值电流Iav1和Iav2,第一群高频电流脉冲的平均值为Iav1;第二群高频电流脉冲的平均值为Iav2。这两个平均电流,按某一低频周期转换,由于平均电流值不同,使焊丝的熔化速度,自然也按这一低频周期发生变化,从而获得了鱼鳞纹状的焊缝外观,这个方法就称为,高频脉冲的低频调制,其中,高频电流脉冲是为了实现一脉一滴的熔滴过渡,使焊接具有脉冲MIG焊的优点,而低频脉冲电流是为了获得鱼鳞纹状的熔池。由于低频脉冲电流Iav1和Iav2的值不同,在焊接过程中对熔池产生一控的搅拌作用,促使熔池中的气体排出,减少了焊缝中气孔的形成,进而提高了焊接质量,弥补了单脉冲MIG焊的不足。
现用下面的原理示意图,对双脉冲的形成作图示说明。如图1
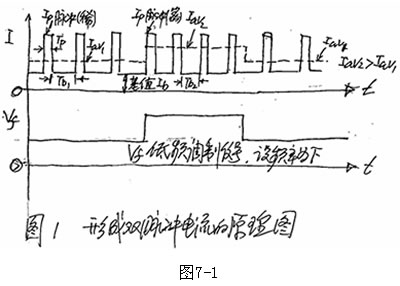
图7-1中,Ip(脉冲电流峰值) ,Tp(脉冲电流宽度),Ib(基值电流)和Tb1、Tb2均按单脉冲MIG焊工艺标准选取,使这个高频脉冲链符合一脉一滴过渡工艺,由于Tb1和Tb2不同,得到两个平均电流值Iav1和Iav2 ,Iav1>Iav2 ,而Iav1和Iav2的变化周期,符合低频调制号Vf的周期。Iav1和Iav2是低频脉冲电流,也就是形成鱼鳞纹的脉冲电流。
设鱼鳞纹的宽度为W,焊接速度为Ws,低频脉冲频率为F,则有:
W=f(Ws*F)
即鱼鳞纹的宽度W是焊接熟读Ws和频率F的函数。若Ws为常数,则W∝1/F,即频率低,鱼鳞纹宽;频率高,鱼鳞纹细。低频脉冲频率F,一般为2Hz,3Hz,4。5Hz,5Hz等。
除了上述图例表明的方法以外,产生双脉冲电流,其高频脉冲电流也可以利用两个不同幅值和不同宽度的脉冲链。
在双脉冲产生过程中,由于弧长的控制调整带来一些麻烦,只有很好的控制弧长的稳定切换,才能保证稳定的焊接。因为焊丝的熔化是脉动的,而送丝机速度是恒定的。在低频脉冲电流的支流部分(Iav2),因为电弧电压较高,焊丝的送进不会发生短路,也就不会产生飞溅;但在低频电流的低流部分,电弧电压较低,弧长缩短,在正常情况下,也不会产生飞溅,但在受到某种外界干扰时,就会产生飞溅,所有双脉冲焊需要长弧焊,即使在弧长由于外界干扰缩短时,也不至于发生短路,才能保证稳定的焊接过程。
|
