|
2、一脉一滴过渡:
在脉冲MIG焊中,一脉一滴过渡是业界当前公认的****喷射过渡形式,也是******的控制技术。为了实现一脉一滴过渡,脉冲参数的选取应满足如下公式:
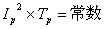
式中 是脉冲电流峰值, 是它的宽度,图4-2是 、 的选值与熔滴过渡形式之间的关系 曲线。两条曲线有B、A、C三个区域,这三个区域是三个能量区域,A区为理想的一个脉冲一个熔滴区,B区,一个脉冲的能量较大,是一脉多滴区,C区,一个脉冲的能量较小是多脉一滴区,各区的 和 都有较大的选择范围。
实验表明,在A区 、值只影响熔滴尺寸,不影响一脉一滴的过渡形式,而且电流脉冲周期的变化,只改变宏观的焊接能量,而对每一个过渡周期内的能量影响也很小,所以熔滴过渡的稳定性好,并能在很宽的焊接规范区间内,较好的实现一脉一滴过渡。
为什么一脉一滴过渡是业界公认的最好过渡形式,因为它有以下特点:
A、焊丝的熔化系数高,即比熔化速度高,节能。(比熔化速度=每安培焊接电流在单位时间内所熔化的焊丝重量g/A-1h-1)
B、熔滴的温度低,焊接烟雾少,环境好。
C、焊接过程稳定,飞溅少,电流调整范围宽。
D、喷射过渡,熔滴体积小,其加速度远大于重力加速度,适合于仰颃、全位置焊等。
3、电流脉冲形状
脉冲MIG焊,要实现熔滴的喷射过度,脉冲电流的峰值一定要大于喷射过度的临界电流值,而基值是为了维弧,因而峰一基差值很大,脉冲的 上升沿、下降沿速度对控制电路和焊接效果都影响较大。
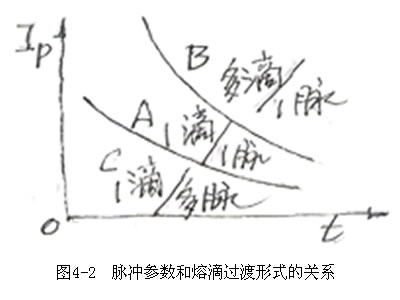
A、正弦脉冲电流:如图4-3所示。
正弦脉冲电流是理想的脉冲波形,上升和下降沿都以正弦规律变化对电路冲击最小,但等幅等宽间歇式的正弦波发生电路比较复杂。
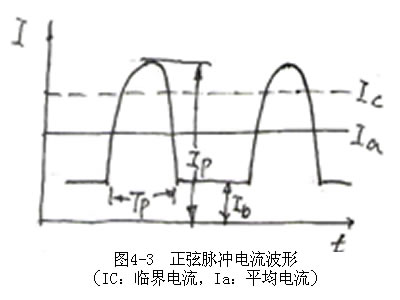
B、方波电流脉冲,如图4-4所示:
产生方波的电路比较简单,但需要有合适的上升、下降速度。下降沿根部如图4-4所示,
还需要有一定的缓降,以防止主回路电流反冲影响基值电流而熄弧。
真正的一脉一滴过渡,熔滴是在脉冲下降沿之后在基值电流初期才滴入熔池。有文献
给出参考参数数据:脉冲电流上升、下降大于500A/ms,焊丝1。2mm,电流60A~350A,脉宽2-3ms,频率20HZ~100HZ。
4、压一频转换弧长调整原理:
电弧电压反馈系统的调整目的,是为了稳定弧长。弧长调节最理想的时刻,应在引起弧长变化的电流脉冲本周期内就进行。但要做到这一点并不容易。首先是提取弧压信号的电路,必须有滤波器,这就使弧压反馈产生延迟;如果再用数字方式处理和控制,A/D、D/A转换和计算、处理都需要时间。例如在第N-1个脉冲期间采样的数据,必须在N-1个脉冲全部完结后才能完成处理,要调节只能等到第N个脉冲期间进行,而第N个脉冲期间的弧长情况已经有了新的变化。一脉一滴是以一个脉冲周期作为弧长控制的一个周期,而每个周期的情况都可能不同,因此用这种方法进行控制,很难收到良好的效果。根据多家文献介绍,有两种弧长调整方法,值得推荐和研究。
A、本周期内弧长面积比较法:
图4-5所示为弧长面积比较法控制压-频转换的原理。图中VREF为给定弧压,Ua为实际的弧压波形,峰值电流时高,基值电流时低,在稳定工作时,弧压瞬时值分布在给定值VREF两边,而且上边、下边两部分所包围的面积也相等,利用上、下面积相等的原理可以实现稳定迅速的压频转换。
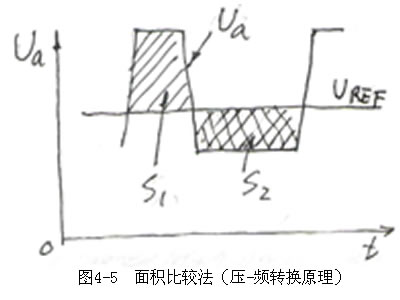
在脉冲电流阶段,采样电弧电压,计算它高于VREF值的那部分面积S1。在电流脉冲过后(由于电流脉冲是固定宽度),计算它和VREF之间的面积S2,当S1=S2时,即发出脉冲电流信号,这样就可以保证,在每一个周期内能实行即时调节,电弧电压的平均值都和设定值相等。如果弧长因某种干扰变长,弧压Ua升高,则S1加大;则S2也要相应加大,基值电流时间延长,平均电流减小,熔化速度减慢,使弧长又恢复到原来的长度,能达到了快速稳弧的目的。弧长变短的调节过程也是一样的道理。 |
