|
变速送丝弧长调节系统,是一个电弧电压反馈系统,这是一个闭环调节系统,其调节原理是:以电弧电压Ua为被调量,送丝速度Vf为操作量,即Vf=f(Ua),当弧长由于外界原因干扰而增长(缩短)时,Ua就增大(减少),闭环反馈系统使Vf增大(减少),从而使弧长重新回升到原来长度,保证了原焊接工艺参数稳定。这个系统中,执行机构是送丝机,系统的灵敏度主要取决于弧长变动时,送丝速度的变化量△Vf的大小。
△Vf=K・△Ua 3-5
由式3-5可见,K值越大,系统灵敏度就越高,但K值过大,就反映送丝电极的惯性大,时间常数大,这个系统就容易产生振荡。同样的道理,弧长变化后,引起的△Ua值越大,则调节灵敏度也越高。需要大的△Ua值,一方面焊接电源要具有陡降外特性,另一方面要求弧柱区的电场强度E值要大,调节效果才会好。例如埋弧焊弧柱区E值较大,因而埋弧焊就容易控制弧长。
由于电机惯性和系统时间常数的原因,在实用中电源的外特性并不要垂直陡降,要有一定的下降弧度,使电弧自身调节作用也同时存在,以便具有变速和变电流调节的综合性能,这样才能获得较好的焊接效果。参照图3-5说明其调节原理:
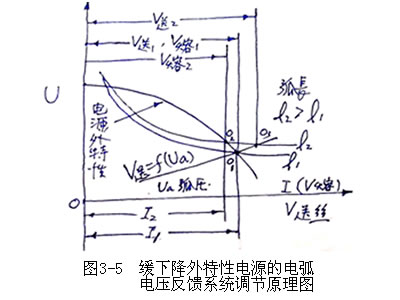
图3-5中,L1、L2代表弧长,即焊接的原工作点O1是电源特性,弧长L1和送丝速度特性曲线V送=f(Ua)的公共交点。当受到外界干扰后,弧长由L1变到L2,且L2>L1,这时电弧燃烧的工作点由O1移动到O2,焊接电流由I1变为I2,且I2<I1,焊丝熔化速度由V熔1变为V熔2,熔化速度减小。反馈调节后,V送=f(Ua)与L2的交点为O3,O3点的V送2>V送1,即送丝加快,再加上V熔2变小,这两个因素的共同作用,使弧长变短,很快恢复到原来的弧长L1,电弧重新在O1点稳定燃烧。若外界干扰,使弧长变短,其作用过程相同,但调整方向相反,其结果仍保证原工作点Ol的稳定。
在熔化极电弧焊中,电弧的调节控制系统的基本要求是:
A、电弧燃烧连续稳定;
B、熔滴过渡均匀可靠无飞溅;
C、弧长具有较强的抗干扰能力,自调节作用强;
D、具有简单的操作和规范的调节。
在直流MIG/MAG焊中,电源是平特性、等速送丝、焊接电流大于临界值,熔滴呈喷射过渡,这时焊接电弧的稳定调节,要依靠平特性电源下的电弧自身调节作用。如果电流继续增加,就会出现旋转射流过渡,这时电弧就不能稳定,这是对直流MIG/MAG焊上限电流的限制。直流MIG/MAG焊又必须在临界电流以上,才能获得喷射过渡,因而其焊接电流又不能小,这就使直流MIG/MAG焊的应用范围受到了限制。采用脉冲熔化极氩弧焊(PMIG),解决了上述问题,获得了很宽的工艺范围。
四、PMIG焊的基本原理:
PMIG焊电源要产生周期性的脉冲电流,电流是受控量,不可能使用平特性电源,而必须是突降特性电源。在等速送丝下,焊接电弧的调节,要依靠改变脉冲电流平均值的方法来改变焊丝的熔化速度,调节弧长,使电弧稳定燃烧。这就要引入电弧电压反馈系统,用焊接电源的输出电压代表弧长。对该电压实行采样,作为负反馈系统的输入量,系统输出的执行量就是焊机的平均电流。
1、PMIG焊弧长调节原理:
改变脉冲电流的平均值,有两种方法,一种是固定频率,改变脉冲电流的宽度,即改变占空比的方法,这种方法不能用于焊机。另一种是固定脉宽下,改变脉冲频率的方法,即脉冲频率调整法。在脉冲电流熔化极气体保护焊中,为了获得稳定的熔滴过度,必须对每一个脉冲电流的能量进行选定。这实际上就是设定脉冲电流的峰值和脉冲持续时间,即脉冲的高和宽。在保持脉冲的高和宽不变的条件下,基值电流作为维弧用也不改变,要改变平均电流,只有通过改变两个脉冲之间的间隔的方法来实现。所以脉冲MIG焊,弧长调节的基本方案如图4-1所示:
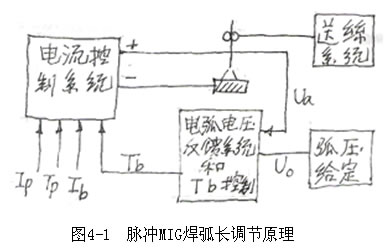
图4-1中,电流控制系统几个给定量是Ip、Ib分别代表脉冲电流的峰值和基值,Tp代表脉冲电流的持续时间,这三个量是不变的。Tb是基值电流持续时间,是电弧电压反馈系统及Tb控制器的输出量,弧压Ua代表弧长。调节过程是:弧压反馈系统检测到弧压Ua(代表弧长)相对于弧压给定值U0有某种变化后,便立即调整,使下一个脉冲电流早到或晚到,这就改变了脉冲频率,其宏观效果是改变焊接的平均电流,调节焊丝的熔化速度与等速送丝相平衡。所以电弧电压反馈系统的调节原理是:以弧压给定值U0为参考,如果弧长变长(Ua↑),调节系统就加大Tb,降低脉冲频率,减小平均电流,使焊丝熔化速度变慢,其结果使弧长恢复到原来值;如果弧长变短,即减小Tb,加大平均电流、提高熔化速度、使弧长恢复到原来值。这一调节原理可以称其为陡降特性电源的电流自动调节。许多文献把这一过程叫做电压-频率(V-f)转换。在PMIG/PMAG焊的电弧电压反馈调节系统中V-f转换器的设计技术是反馈控制系统的关键问题。 |
