|
5、熔滴过渡:
在电弧热的作用下,焊丝末端加热熔化,并形成熔滴,熔滴在各种力的作用下,脱离焊丝进入熔池,这个过程称为熔滴过渡。熔滴过渡的形式以及过渡的稳定性,取决于作用在焊丝末端的熔滴上的各种力的综合效果,其结果,关系到焊接过程的稳定性,以及焊缝形成、飞溅大小等,最终则直接影响焊接质量和生产效率。
(1)对作用在熔滴上的各种力,要分析其利弊。重力,在平焊时重力促使熔滴脱离焊丝末端而过渡到熔池,然而立焊或仰焊时,重力则成为阻碍过渡的力。
表面张力,表面张力可分为径向和轴向两个方向的分力,其中径向分力,促进熔滴缩经,有利于熔滴过渡,轴向分力则阻碍过渡。电磁收缩力,能促进熔滴过渡,使电弧具有挺度,且电流越大,磁场越强,电弧挺度越好。等离子流力,是高温电离气体,高速运动所形成的力,等离子流力,是形成熔池的冲力。班点力,是阴极发射和阳极导入电子的导电点,是电弧施加在电极上的力,它阻碍熔滴过渡。但阳极受到的班点压力要比阴极受到的班点压力小,因而焊丝为阳极时熔滴过渡的阻力要小,这也是许多熔化极电弧焊采用直流反接法的主要原因之一。
(2)熔滴过渡的形式及特点
根据熔滴的外观形态,尺寸大小,过渡频率等特征,熔滴过渡可分为三大类:自由过渡、接触过渡和渣壁过渡。
自由过渡:是指熔滴脱离焊丝前,没有与熔池接触,在脱离后,通过电弧空间自由飞行,然后进入熔池的一种过渡形式,在这种过渡形式中有颗粒过渡(有大颗粒和大滴过渡)和喷射过渡(有射滴、射流和旋转射流过渡等)。
接触过渡,包括短路过渡和搭桥过渡,如CO2焊属短路过渡,而TIG焊的填丝方法就属于搭桥过渡。
渣壁过渡,渣壁过渡是渣保护焊的一种过渡形式,如埋弧焊中,熔滴沿渣壳过渡。手工焊条中,熔滴沿焊条药皮筒中的过渡等。
以上,在多种熔滴过渡形式中,过渡性能良好、应用最广泛的当属喷射过渡和短路过渡。
(3)喷射过渡
MIG焊的熔滴过渡方式有短路过渡、大滴过渡、喷射过渡和旋转射流过渡,其中大滴过渡和旋转射流过渡都是不稳定的过渡形式,通常是不采用的,要采用的是喷射过渡。
焊接不同的材料,喷射过渡的形态是不同的;低碳钢、低合金钢及不锈钢焊接时的喷射过渡呈流束状,这种喷射过渡称为射流过渡;铝及铝合金焊接时喷射过渡呈细滴状,这种过渡称为射滴过渡。获得喷射过渡的基本条件是:A采用纯氩和富氩保护气体;B直流反接;C长弧焊(保持高弧压,避免短路过渡);D大于临界电流的焊接电流。
现在我们仔细研究形成喷射过渡的临界电流值和跳弧现象。
钢焊丝MIG焊电流较小时,电弧和熔滴的形态如图1-2a所示,电弧弧根面积小,班点力阻碍熔滴过渡,熔滴过渡在重力作用下,呈大颗粒过渡。随着电流增加,电弧阳极班点笼罩面积逐渐扩大,以致达到熔滴的根部,如图1-2b,此时熔滴与焊丝间形成细颈,全部电流都从细颈流过,使该处电流密度很高,细颈过热,表面产生大量蒸汽,从而具备了产生阳极班点的有利条件。
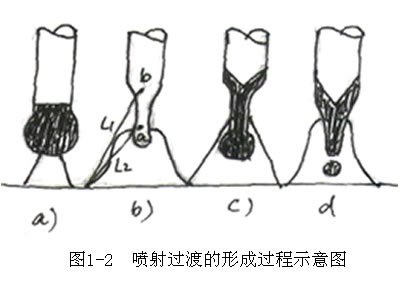
电弧在氩或富氩气氛中燃烧时,电场E值很低,为了维持一定的弧压,电弧很容易向上扩散,又因为熔滴缩颈处被拉长变细,其电阻值R较大,所以很可能出现细颈段ab所消耗的电阻能量加上电弧L 2所消耗的能量大于或等于电弧直接从b到母材(L1段)所消耗的能量。在这种情况下,一但熔滴细颈上表面温度达到沸点,电弧的阳极班点立即从熔滴根部迅速扩散到细颈的上部,这一过程称为跳弧,跳弧后电弧和熔滴的形态如图1-2C所示,上述跳弧条件可用下式表示:
U颈/(L1-L2)≥E
式中U颈――缩颈ab上的电压降
L1L2――通过b、a两点的导电通路长度
E――电弧的电场强度
通常把大滴过渡转化到喷射过渡时的电流值称为喷射过渡的临界电流。在MIG/MAG焊中多采用喷射过渡形式,所以要十分关心喷射过渡的临界电流值。从图1-2可知,在大滴过渡状态下当电流进一步增加,电弧从熔滴上部突然跳到缩颈上部时,这就是跳弧现象。
出现跳弧后,焊丝末端已经存在的大滴即行脱离,电弧随之变成图1-2d所示的圆锥形状。这种形状有利于形成较强的等离子流,并在各种电弧力的作用下,细小熔滴从焊丝尖端连续不断地向熔池过渡。因这种过渡熔滴细小、频率较高、速度可达重力加速度的数十倍,故称为喷射过渡(即射滴和射流过渡)。
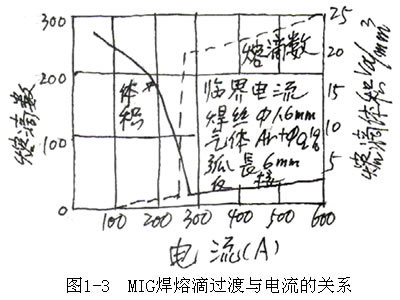
产生跳弧的最小电流称为喷射过渡的临界电流。例如,在图1-3所示的工艺条件下,当电流由255A增加到265A时,熔滴过渡频率从15突增到240,熔滴直径由4mm降至1mm以下。当电流超过265A时,熔滴过渡频率增加不多,故265A可作为上述焊接条件喷射过渡的临界电流值。
喷射过渡的临界电流由于焊丝材料的化学成份、焊丝直径和保护气体不同而有很大差别。图1-4所示为不同材质的焊丝,在不同直径时的临界电流。
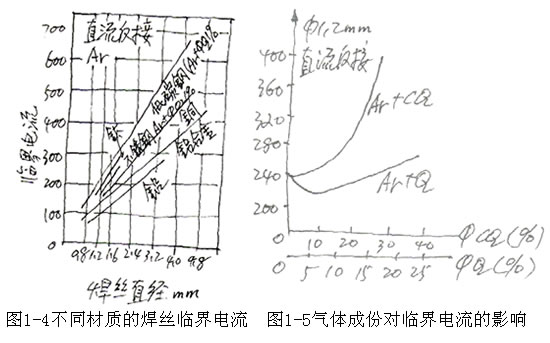
由图可见低熔点、低沸点的金属材料,临界电流较低,随着焊丝直径的减小,临界电流也随之减小,此外,焊丝伸长度增加,预热作用加强,临界电流也会有所下降。
采用混合气体保护焊,Ar中加入O2和CO2都会影响喷射过渡的临界电流。当氧的体积分数小于5%时,由于加入O2,使熔滴表面张力降低,过渡阻力减小,故在此范围内,随着O2加入量增加而使临界电流降低,当O2加入量进一步增加,由于电离吸热作用使弧柱电场强度增大,电弧收缩且不易扩散,难以实现跳弧,反而使临界电流提高(参看图1-5)。 |
