韩晓辉
(1、兰州理工大学 甘肃省有色金属新材料国家重点实验室,甘肃兰州730050;2中国南车集团四方机车车辆股份有限公司,山东青岛26631)
摘要:介绍了美国Jetline公司制造的龙门式激光自动跟踪MAG焊机的基本结构、工作原理和基本操作,并制定了龙门焊机焊接轨道车辆车顶通长板的工艺措施。
关键词:龙门焊机;激光跟踪;激光传感器
序言
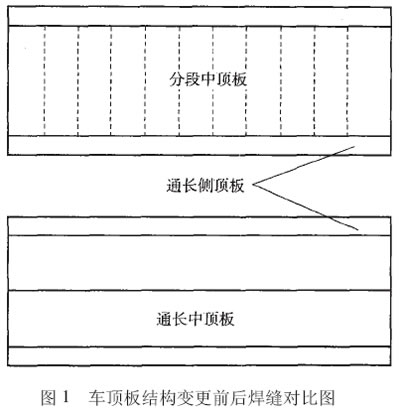
传统轨道车辆客车钢结构车顶板一直沿用分段搭接的方式,焊缝包括中顶板及中顶板弧形搭接焊缝,共20多段,每段长2.9m;中顶板与通长侧顶板的搭接长直焊缝,共计2段,每段长25.5m。采用的焊接方法是手工CO2气体保护焊,其特点为:速度慢,效率低[1、2]、外观不美观、焊工劳动强度大。为改变这一落后状况,南车四方公司将车顶分段焊接的中顶板改为通长板以减少焊缝的数量,如图1所示。并从美国Jetline公司引进一台龙门式激光跟踪自动焊机,用于车顶板焊接,配合通长中顶板涨拉工艺,大大提高了车顶焊接的自动化水平。
1 结构与跟踪原理
龙门焊机主要由以下几部分组成:lnvision456型逆变脉冲,Miller焊机、JST激光焊缝跟踪系统、Lincoln型Miller程控送丝机、Lincoln焊接烟尘吸收装置、冷却系统和龙门架、导轨、电缆等附属装置,如图2所示。
龙门焊机焊缝自动跟踪功能由JST激光焊缝跟踪系统完成,它主要由工业PC、CCD激光传感器、十字滑块、监视器、控制器以及连接电缆等组成。工业PC内的SAPEⅡ集成电路板是焊缝跟踪系统的核心,工作原理如图3所示。
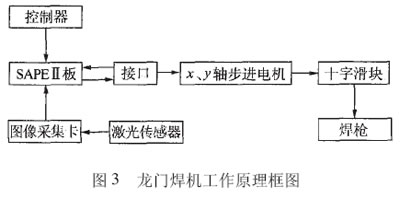
由图3可知,焊缝的位置特征和几何轮廓经传感器中的CCD摄入图像并经处理,送入图像采集卡经过A/D转换成8bit数字信号,以中断传送方式经PCI总线送入SAPEⅡ板的内存。SAPEⅡ板调用图像处理程序进行图像预处理(滤波、增强等)和图像后处理(抽取焊缝中心线、检测特征信号点),得到偏差信号后,经控制算法得到控制信号,由执行机构控制步进电机作上、下、左、右4个方向的运动,调整焊枪自动对准焊缝。 |
