|
�����ڸְ���и�ӹ��У�������ͼ����и��������϶�ĵ������и���и���������������ߡ��������ܴﵽ�ӽ������и�����������ҽ�һ������˵������и�ĸ����ж����ܡ�
����ƽ�������������������������Լ������е�����ͻ�е�豸���������غ�ṹ������Ƚ��ְ��и����Ҫ����״���ٺ��ӳɹ���������˨����ĸ���л�е��������ɵġ���Щ�ṹ���еĸְ��и�ӹ������Dz��������и���ɵġ�
���������и�ӹ�����Ҫ������������и�ͼ����и�ȼ��֡�
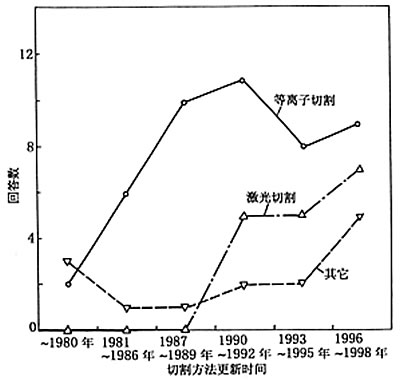
����ʮ����ǰ����ռ�ṹ���ֵ����ֵ��и�ӹ��У����һֱռ��������λ�á����ǣ���1980��ǰ�����������������ٶȽ����и�����������и�����к�ʼ�˴�������������и�ı�Ǩ��Ȼ��ȥһֱ�������ڱ��徫���и�ļ����и1990���Ժ����ʶ�����̼���弤����װ��NC���Ƶ��������ƶ�����ϵĴ��ͼ����и���������������и�Ⱥã�����������ں�������и������е�Ӧ�á�
�������ڣ������6��25mm�Ľṹ�������и�ӹ������塢�����ӡ�����3�������и������ʹ�á����ú����и����Ӧ�ڿ�����Ҫ����и��������и�ȺͰ���װ�õ�ԭʼ�ɱ������гɱ����ڵ������ʺ������ѡ���и��ʱ���ܶ������Ϊ���������и��ڳɱ������������ͼ����и�֮�䣬���и��ٶȷ��������ŵģ����и�����������ڼ����и��ֻ��һ������ۡ�
�������꣬�������и�����Ҳ�ڴٽ������Ľ��������и�����Ѿ����������и��������뼤���и���ƥ�еIJ�Ʒ�������ȸ�Ҫ����һ�������и�������и��е���Ҫ�и�����ٽ�����������и�ͼ����и���һ���Աȣ������ܵ������и��ԭ����������ļ�������
�ɹ����и��(�������)��������и�����иչ���豸
1 �����и�
���������и��ǽ�������Դ(���桢�����ӡ�����)�ĸ��ͷ��ְ���ã��ڷǽӴ�״̬��ʹ���ƶ��Ӷ�����������״�и��һ���и�������е�Եļ��Ϻ�������ͬ������û�мӹ��������ã���˲���Ҫ���мӹ��̶���������Դ�����塢���������⣬�����ܡ����¡����侵���˴��͵����ͷ����һ���ٶ��������ƶ��Ϳɽ����и��ˣ������и���и���Ĵ�С����״�����ƣ��Ѹ��ͷװ����NC���Ƶ�XY��̨�Ͷ�ؽڻ������ϣ��Ϳɽ��дӶ�άƽ�嵽�֡�������������ѹ���μ�����ά��״���и
���������и��ԭ����˵�������ǰ�Ҫ�и�Ķ�����������ܼ��Ծֲ��ۻ������������Ѹ��ۻ��IJ��ִ����Ӷ��γɸ���һ���и�������У���˵�ġ��۸�����������ʽ�����⣬�������и�Ӧ���������ֺ�ǿ�ȸֵ�Ϊ�����ȸ�������ո��һ�и�����ı�����ʽ���кô��ġ�
2 �����ո�
1g����ȫȼ��(����)ʱ�����������ۻ��ڽ�5g�����������ܡ�
����������Ӧ(ȼ�շ�Ӧ)��
Fe+1/2O2=FeO+64.0kCal
����Բ��˿��һ�ˣ���ȼ������ȼ��ʹ���ȼ������ȼ�ջ���������ȥ�����������������ѧ��ѧʵ������������ʵ�顣Ҳ����˵��ֻҪ���㹻�������;߱�һ��������������ֽ�ź�ľ��������������������ȼ����������ֽ��ȼ��ʱ���ֽ���ɶ�����̼(CO2)����ɢʧ��������(Fe)ȼ��ʱ�������������(FeO)�������������۵���1380�棬��ĸ�������۵�1530��͡�������һ�㣬ֻҪʹ��ֲ�����������Ӧ����ֻ�����һ�����������ۻ������ö�����̼�������䴵�ߣ��Ϳ��Դ���������ƶ��÷�Ӧ�㣬Ҳ����ʹ���������������γɸ�졣
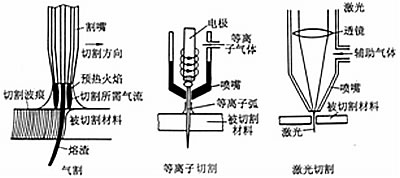
�����и�(����������и�����и�)��ԭ��
�������Ͼ��ǹ������ֵ������и�ԭ�����������и�����и�������������ȵĻ����ϣ������˸��µ������������������в�����һ���и����Ҫ�ܺ���������������Ӧ����һ���Dz���ġ���һ���ص�������Ӧ�����ã�ʹ�������и����е�и���ȣ����ٵö���������ܽ�����Ч���и
������һ���棬�����������ڿ��Dz���ֺ����Ͻ�������и�ʱ�����������������⣬���ڲ���ֻ�����������������(Cr2O3)��������(NiO)���������Ͻ���������������(Al2O3)����Щ��������۵����ĸ������������Ͻ���۵�ߣ������Ϊ�����ȶ������и����Ҫ���ء����ԣ���Щ�����Dz�������������ӦΪ�������������и�ġ����ǣ��������и�ͼ����и�����ڸ��µ����ӻ�ӵ�кܸߵ����ܣ����Կ��Զ�������и����ʱ��Ϊ�˲�ʹ�����鷳�ĸ��۵�������������и��еĹ�������(����������)�������и��еĸ������壬ʹ������͵�������������������⣬���ڲ�������������Ӧ����������ͬ�����£����и�������ȣ��и��ֺ����Ͻ���ٶȽ���Щ��
3 �����и��ٶȱȽ�
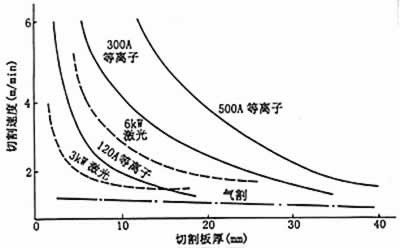
���������и�������и��ٶȵıȽ�
�����Ƚϸ��������и���и��ٶȣ���������أ���500mm/min���ҡ��������и�ͼ����и���и���ʱ�и��ٶȽ��������и�����25mm���µİ���ʱ�����ñ�������������ٶȽ����и������и��ٶ��ܵ���������������Ӧ�ٶ����ޣ����ڷⶥ�ٶȡ����������и�ͼ����и�������ȵĻ����ϣ�ͨ����߸��µ����Ӻͼ���Ĺ��ʣ�����ı���и��ٶȵĸ��ٻ������ڣ��Ѿ�ʵ�û��ļ����и����****�����Ѵﵽ6kW���������и��Ѵﵽ500A���������и300A���и��ٶ�ҲҪ�ȼ���6kW���и��ٶȿ졣��˿���˵���������и��****�ص���������ĸ����и����ܡ�
4 �������и�
������ǰ��ʹ�õ���������ʻ���δ�й��κ�˵�������Ե�˵�������Ӿ���ͨ��ĸ������塣�����Ӹ��ݷ�������������״̬�ɷֳɶ��֡��������и�����������еĵ绡�����ӵ�һ�ּӹ�������

�������༤�������UltraCut150
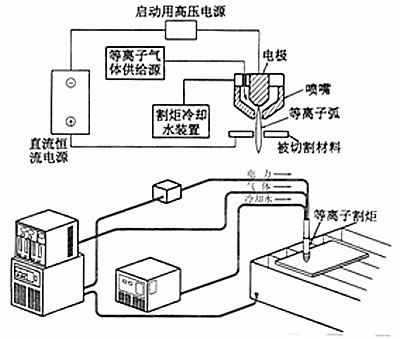
�������и���Ĺ���
����ͨ������������ʩ�ӵ�ѹ��ֻ�м��ٵĵ�������������Ƶ����ǵ��Ե�塣���ǣ�����������ÿ1cm���ʩ��3kV���ϵĸߵ�ѹʱ�����ھ�Ե�ƻ�����ŵ磬�����ɽ�������(���跢��)��ά�ָ��µ����Ӷ����������ŵ硣�����������ŵ磬����ǿ�ҹ���ȵIJ��־��ǵ����ӻ���ǡ�磬�������Ͻ�˿����������ʱ�����ڽ������ȣ������Ͻ�˿����������������ͬ����
�����ڵ������и��У������Ӹ���ڲ��ĵ缫��ĸ����ϼ��������ŵ磬��������Ĺ�����������ӻ�������ͨ����Χ�缫���õ����죬�������ӻ�������ϸ���γɸ��¸��ٵ�����(����)����ͼ��ʾ�������ְ��Ͻ��������и��ʱ����������ڸ����������������¶ȳ���20000�棬���ٶȴﵽ3km/s��
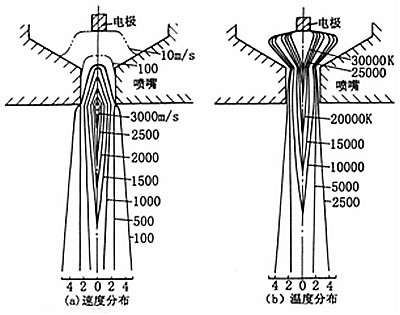
�����������ٶȼ��¶ȷֲ�
5 �������и���ѵ㡪���½�
�������ڵ������и�ĸ����и����ܣ��Ѿ�����һ����������������ʶ�����������и��������翪ͷ��˵��һ����ΪҪ���ڼ����и�������и��뼤���и������ȳ���������и����������и�����б�����½�(ͼ8)�����¸��ٵĵ����������������������ְ��γɸ��ʱ���ӱ���ൽ������غ�ȷ����ܵ�������Ϊ���£���������С�������ڸְ��м���˥�����и������½������и������������̬�ۻ��и��棬���и�����״���������������խ����бШ�Ρ������и�����б���ӱ��浽����ߴ��������и�������ȻҪ���и����ֱ�ǣ��Դﵽ�����и���״һ�¡���ˣ��������и���½���ȷ���и�������ƿ����
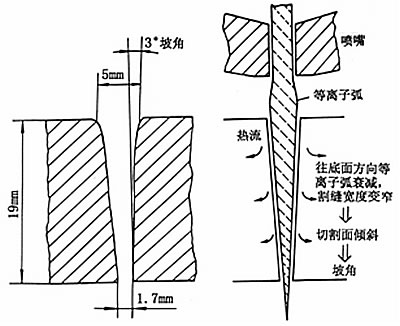
�������и���½�(��200A���������и�19mm�����ֵ����)
6 ����ת���������½�
��������˾�����Լ�������˫�����췽ʽ(������2689310��)����������и��е����⣬�����и�����½ǣ��ﵽ�˽ӽ������и��������
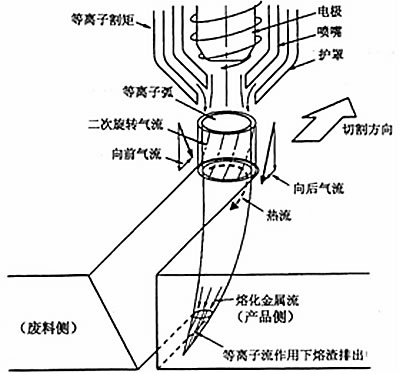
��������˾������˫�����췽ʽ�������ڵõ�ֱ��(�½�Ϊ��)�и����һ���и���������Ӹ��Ľṹ�ص��ǣ������˱�������Ļ��֣��Լ�����������ĵ�����������Χ�����������������ͬ����Ķ�����ת��������Ϊ����������Ͷ�������������ת���������Գ�Ϊ˫��(˫����ת)��ʽ���������������ת�������Ͳ��õļ�����Ŀ���ǽ������ӻ��ȶ��ر����ڸ���������ϡ�����ͨ�������Ӷ�����ת�������ı������״��ʵ����ֱ�ǵ����档
˫�����췽ʽ�Ե������и����и����½ǵĵ�������
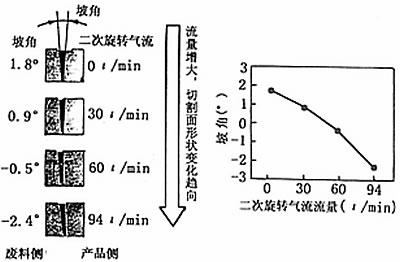
������˫�����췽ʽ�Ļ���˵����ͼ��ʾ��������ת��������������Χס���������µĶ��������߷���Ķ������ӵ����Ӹ����������µĶ��������������һ�������Ŵ����ۻ����������á������߷�������������������ʱ���������и����ϣ����и�ǰ�������룬�����Ҳ���и����ϣ�������������������Ҳ�ͬ�Ķ����������ڸ��ǰ���γ��������ҵĵ����������ۻ�������������ǣ��Ҳ��и��������и���õ�����Ľ��ȣ�����ۻ���Ҳ��һЩ��ʹ�и��½Ǽ�С������������ת�������������ı������и���Ľ���ƽ�⣬�Ϳɵ����и��½ǡ����������и�ǰ��������Ҳ�Ϳɵõ�ֱ�ǵ��и��档���Ӷ�����ת�������и�����½�ʵ�ʱ仯��ͼ10��ʾ������ʾ�и�25mm������ְ�ʱ��������ת�������и��½ǵ�Ӱ�졣��ͼ10��֪�����������ת�������������ɼ�С�и�����½ǡ���ͼ��ʾ�ĸ��Ķ�����״����֪�����½ǵı仯���ڽ������ײ�ķ������һ���������£���ʹ��������λ����Ա��������ƫ�ơ�
������ת�������½ǵĵ���
�����ڽṹ�������и�棬��Ϊ�ֶ����Ǽľ��Σ���˺��ѽ�����������Ʒʹ�ã�����ֻ�ܽ�һ������Ʒʹ�ã�����һ��ֻ����Ϊ���ϴ�������ˣ�����˫�����췽ʽ������ֻ��ȡ���и�ǰ�������һ�࣬�����ڵ������и�ĸ����и����ܣ��ټ����ܵõ�ֱ�ǵ��и��棬���ʹ�ù�ȥ���ڴ����½������һֱ���Եõ�Ӧ�õĵ������и���и��������������Ӧ�÷�Χ��
7 ��������
�����и���������и�����гɱ��Ƚ�(�ϼ��и�10t��12mm��16mm��19mm������ʱ�����)
����3kW�Ķ�����̼���弤���и����150A�ĵ������и�����л���ͬ�ȵ��и����������⣬���и��е�����Ч����һ�Ƕ����������������и������Ҫ�����ĵ������бȽϣ������и���Ҫ����50kW���ϣ����������и��ֻ��Ҫ20kW���ҡ���Ӷ�����̼���弤�ⷢ�����ɵ����ת����Ч��Ϊ�ٷ�֮�����ң����������и�����ɵ�����ת����Ч��Ϊ�ߴ�80%�Ϳ��������ˡ���ͼ��ʾ���Կ������ڼ����и�����гɱ��У����ռ�˺ܴ���������ʹ�����гɱ��ȵ������и�Ҫ�ߡ�����и�ɱ����潲��Ҳ�Ǻ���Ҫ��һ�㡣��ӻ������⿼�ǣ���Ҫ����С�ʡ�ܡ����и�ʱ���������и�ĸ����ԣ��ټ������и��е�����Ч�ʸߣ���ѡ���и���У�����Ӧ���������۵ġ�
8 ����
�����ְ���и�����״�������仯��һ�����ڹ��á�Ӳ�IJ����ø�Ӳ�ĵ����������Ļ�е�и������λ������˵�����˽������и��ϣ����Ż����һЩ�µĹ۵㡣����ڸְ��и�棬���ڵͳɱ����߾��ȵ��иһ���������Ҫ����ߡ��������塢�����ӡ�������3�������и�գ�ѡ��****���и���Ǻ���Ҫ�ġ�
|
