12Ni14 低温钢换热器的混合气体保护焊
韩国利, 马 力
(林德工艺装置有限公司, 辽宁大连 116100)
摘要: 阐述了12Ni14 低温钢的焊接特点、焊接材料的合理选择以及MA G 焊接工艺试验,提出了在12Ni14 低温钢换热器焊接时应采取的工艺措施。
关键词: 换热器; MA G焊接; 12Ni14 低温钢
某公司生产的缠绕管式换热器为大型氮肥装置中的进料气冷却器,该设备规格为φ2000 mm ×8 000 mm ×44 mm , 设计压力5. 8 MPa , 设计温度- 75~55 ℃,主体材料均采用从欧洲进口的12Ni14低温钢。根据欧洲标准规定,该含镍型低合金钢可用于低温压力容器制造。笔者对12Ni14 低温钢进行了材料试验及验证,在此基础上又进行了焊接工艺试验,并将其用于缠绕管式换热器的制造。
1 12Ni14 低温钢焊接特点
用于制造压力容器的低温钢,要求其在低温工作条件下具有足够的强度、塑性和韧性,同时还应有良好的焊接工艺性能。12Ni14 低温钢为低合金铁素体钢,是在Si-Mn 优质钢的基础上,加入质量分数为3. 25 %~3. 75 %的镍等少量合金元素得到的低合金高强度低温用钢。欧洲标准EN 10028-4规定的12Ni14 低温钢化学成分及力学性能见表1 和表2。
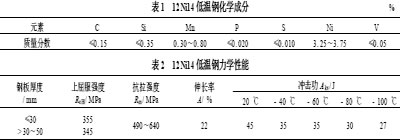
由表1 可见, 12Ni14 低温钢含碳量不大于0. 15 %,合金元素总含量不大于5 % ,其碳当量小于0. 41 %。由于碳当量不高,淬硬倾向较小,室温下焊接时不易形成冷裂纹。钢中硫、磷等杂质元素的含量较低,故不易产生热裂纹,其焊接性良好。通常钢板厚度小于15 mm 时不需要预热, 当板厚超过25 mm或焊接接头刚性拘束较大时,则应考虑预热,以防止产生焊接裂纹。但是,若预热温度过高,会使热影响区晶粒长大,并可能在晶界析出氧化物和碳化物而降低钢的韧性。所以预热温度一般控制在100~150 ℃,最高不能超过200 ℃。
焊接12Ni14 低温钢时须注意: ①严格控制焊接线能量和层间温度,避免因热影响区晶粒长大而降低韧性。②焊接时焊条不应摆动,严格控制各层焊道厚度。③严格控制焊后热处理温度,避免回火脆性。钢板厚度大于15 mm时,焊后大多采用消除应力热处理,热处理温度为530~550 ℃。热处理后不允许在承压件上焊接或打磨,也不允许在接触介质一侧打钢印。④母材、热影响区和熔敷金属的硬度值****为245Hv10 。⑤工件冷变形量不大于2 %时,不需进行热处理。冷变形量大于2 %而不大于5 %时,需进行消除应力热处理。冷变形量大于5 %
时,需进行正火或回火热处理[1 ] 。
2 焊接材料选择
对12Ni14 低温钢的焊接,熔化极气体保护焊将更多地替代手工钨极氩弧焊和焊条电弧焊。焊接时采用惰性气体氩气或氦气作为保护气体的熔化极气体保护焊通常称为MIG焊,而在惰性气体中加入氧气和二氧化碳等活性气体的熔化极气体保护焊通常称为MA G焊。用纯氩气焊接低合金钢时,阴极斑点漂移大,易造成电弧燃烧不稳定。而在氩气中加入一定数量的氧气或二氧化碳,可降低熔融金属的表面张力,改善熔池的润湿性,克服阴极漂移现象,减小并消除气孔。通常氧气的加入量为4 %~6 %,二氧化碳的加入量为5 %~20 %[2 ] 。试验中笔者采
用氩气中加入4 %氧气和5 %二氧化碳的混合气体作为保护气体。
选择焊接填充材料时,应考虑保证焊缝金属的力学性能,满足焊缝金属的低温冲击韧性要求,尽可能采用低强度的焊接填充材料,不允许选用奥氏体焊接填充材料。
焊接12Ni14 低温钢时通常选用化学成分与之相近的3. 5Ni 型焊丝,以满足焊缝金属在- 100 ℃的低温冲击韧性要求[3 ] 。考虑到本设备的设计温度及经济适用性,同时根据国外使用经验,决定选用2Ni 型焊丝焊接12Ni14 低温钢,2Ni 型焊丝屈服强度为470 MPa , 抗拉强度550 MPa , 伸长率24 %,- 62 ℃冲击功Akv= 27J ,其化学成分见表3 。

3 焊接工艺试验[4]
MAG焊接时,为获得所需要的熔滴过渡形式和稳定的焊接电弧,使焊缝成形良好,要选择适当的焊接工艺参数。短路过渡时,为防止焊道与坡口之间产生未熔合,应注意焊炬的操作位置,使电弧略微朝前对向母材而不要对向熔池。MAG焊接时对熔池的保护效果要求比较高,保护不良时焊缝表面会氧化而引起皱皮, 因此, 气体喷嘴直径以及保护气体流量要比TIG焊的大,气体喷嘴的直径通常为φ13~ φ16 mm ,喷嘴至工件的距离通常选定为7~20 mm。MAG焊
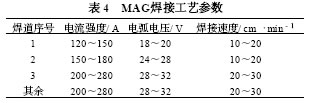
接时焊丝选用φ1. 2 mm的细丝,电源种类和极性选用直流反接,以保证电弧的稳定燃烧。保护气体为91 %Ar + 4 %O2 + 5 %CO2混合气,气体流量为17~20 L/ min。焊接线能量控制在30 kJ/ cm ,严格控制层间温度,使其不大于200 ℃。典型的MAG焊接工艺参数见表4。
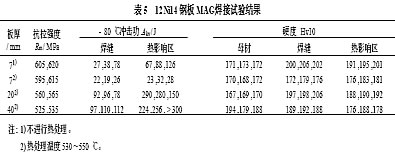
分别对厚度为7 mm、20 mm和40 mm的12Ni14钢板进行MA G焊接试验,根部焊道的焊接位置为45°立向下,熔滴为短路过渡形式,焊道厚度****为4 mm。其余焊道的焊接位置为10°向下,熔滴为射流过渡形式,焊道厚度****为3 mm ,焊道宽度****为20 mm。试验结果见表5 。由表5 可见,采用2Ni型焊丝焊接12Ni14 低温钢时,其焊接接头的力学性能与12Ni14 低温钢的力学性能相匹配,可以满足12Ni14 低温钢在- 80 ℃时的低温冲击韧性要求。
4 结语
根据文中的试验条件和结果,笔者编制了相应的焊接工艺规程,并且将其成功地应用于进料气冷却器的焊接中。产品焊接试板的力学性能试验结果符合要求,其焊缝的硬度值****为205Hv10 ,热影响区的硬度值****为197Hv10 , 完全满足技术条件的要求。
|
