申大伟
(中石化三公司技术处,浙江宁波315207)
摘要:针对乙烯裂解炉辐射炉管材料KHR45A进行焊接性分析和焊接工艺评定,制定了一套合理的焊接工艺施工措施用于指导焊接生产,并取得了成功。
关键词:KHR45A;焊接;工艺
目前,国内外石化市场主要在具有战略意义的原油储备市场及以乙烯及其产品为龙头的乙烯装置生产两方面竞争激烈。我国现在已拥有3套70万t/年乙烯生产装置,要建好一套乙烯装置,首先要建好乙烯的心脏―― 裂解炉,而保证裂解炉辐射炉管的焊接质量尤为重要。
在以往的30万t/年乙烯裂解炉辐射炉管材质一般为Cr25Ni35,焊接工艺较容易掌握,且工艺较成熟。但是,生产中发现该种材质的炉管抗氧化、抗渗碳等性能较差,使用寿命不长。为了提高炉管的使用寿命,在后来的套70万t/年乙烯裂解炉中, 逐步采用Cr25Ni35的高铬镍合金离心铸造管来代替最初的Cr25Ni35材料。如KHR45A材料就是应用于裂解炉辐射炉管的一种。
1 KHR45A材料焊接性能分析
KHR45A材料是江苏标新久保田工业有限公司开发的耐高温、抗氧化、抗渗碳的特种合金,其牌号为Cr35Ni45Si2, 富含多种微合金:Nb,Al,Ti,Zr等,母材化学成分详见表1,力学性能见表2。
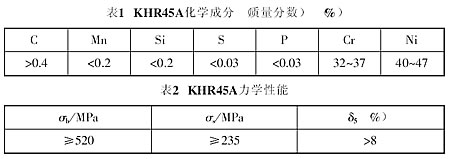
KHR45A材料用于裂解炉辐射炉管时,工作温度为1100℃,工作压力为1.2MPa,工作介质主要为裂解汽油和饱和蒸汽。由此不难看出,该种材料焊接时应主要考虑焊缝的高温耐热强度。从表1可以看出,该种材料化学成分中C,Ni含量较高,主要是为了提高材料的耐高温性能。另外,该种材料Si含量也较高,主要是提高材料的抗氧化性能,同时在焊接过程中KH可以起到一定润湿焊缝熔融金属的作用。
但是,KHR45A材料中所含的Si,Al,Ti,Zr等元素也都不同程度地降低了该材料的焊接性能。因此,KHR45A材料焊接时主要存在以下3方面问题:
(1) 焊接热裂纹KHR45A为高Ni奥氏体耐热钢,w(Ni)可达45%。施工中若焊接工艺采用不当,极易在焊缝及近缝区产生热裂纹等缺陷,特别是在焊缝返修中,在焊缝热影响区内母材更易出现热裂纹等缺陷。常见的主要缺陷为焊缝凝固裂纹。产生热裂纹的原因主要是:①该材料的热导率小、热膨胀系数大,在焊接局部加热和冷却的条件下,焊接接头在冷却过程中可形成较大的拉应力,这是产生凝固裂纹的主要原因;②该材料易形成方向性强的柱状晶焊缝组织,有利于S,P等有害杂质的偏析而促使形成晶间液态夹层,从而易促使产生焊缝凝固裂纹;③所含的Si,Al,Ti,Zr等合金元素因溶解度有限,也能形成有害的易熔夹层,从而使接头中出现热裂纹。
(2)化学成分偏析由于KHR45A材料中C含量和合金元素含量都较高,因此,液-固相区间较大,偏析也严重。C含量越高,焊缝熔融金属在进行初生相转变时, 很容易析出S,P杂质, 且富集于晶界,增加裂纹倾向。Si含量的增加,使焊接时易形成硅酸盐夹杂,造成晶间偏析,从而加大凝固裂纹的产生。
(3)Y形管坡口裂纹KHR45A材料炉管有两种生产工艺,一是离心铸造辐射炉管,二是静态铸造Y形管。在离心铸造条件下, 由于离心力的存在,可以保证许多杂质无法熔进材料本身,这样材料成分含杂质相对较少, 不易出现夹层、重皮等问题。而在静态铸造生产工艺下,由于所含杂质较多,所以Y形管材料夹层、重皮等较严重, 焊接坡口或母材本身极易产生微小裂纹,如果在焊前不进行严格检验并彻底清除母材缺陷,会给焊接生产带来很大危害。
因此,KHR45A材料的焊接必须制定合理的焊接工艺,尽量减少二次返修、补焊,防止焊接热裂纹的产生和Y形管配件裂纹的存在,保证焊接质量。
2 KHR45A材料焊接工艺
2.1 焊接方法
为了尽量避免KHR45A焊接过程中出现热裂纹,焊接时应尽量采用热输入相对集中且较小的焊接工艺,并控制道间温度不能过高,所以焊接方法宜采用钨极氩弧焊或熔化极氩弧焊。根据施工现场的实际情况,决定采用手工钨极氩弧焊的焊接方法。
2.2 焊接材料选用
选用正确、合适的焊接材料,是完成焊接生产任务的首要条件。尤其是在特殊钢种的焊接施工中,正确选用焊接材料尤为重要。KHR45A材料焊接时,焊材必须采用与母材相当牌号的焊丝,且焊丝的合金元素含量(包括微合金量)应与母材相当,以保证焊材与母材有同一熔点、同一结晶温度、同一热胀(收缩)率等,从而避免在焊接中出现焊肉挂不住、焊缝出现裂纹等缺陷。同时,为了保证焊缝的高温力学性能,焊材的C含量应与母材相当。目前常用的镍基焊材(如ERNiCr-3)C含量偏低,不能满足辐射炉管的工况条件。因此,选用了久保田公司开发的与KHR45A材料相匹配的45A焊丝(φ2.4mm),该种焊丝可与母材化学成分相匹配,且能保证焊缝高温力学性能,从而保证焊接质量。
2.3 焊接工艺制定
从KHR45A材料的焊接性分析中知道,该种材料焊接过程中主要存在3个方面的问题,因此,在制定焊接工艺时必须重点考虑如何来解决这些问题。
首先是焊接热裂纹。要解决这一问题,一是严格限制有害杂质,尽量采用同质填充金属进行焊接。同时应在焊缝组对前彻底清理坡口,必要时可采用丙酮进行坡口清洗工作,以防油污、杂质等熔进焊缝金属,引起热裂纹。二是通过选择合适的焊接材料,适当调整焊缝合金成分,尽可能避免形成单相奥氏体组织。三是应尽量减小焊缝的过热,避免形成粗大柱状晶。焊接时应采用小的热输入和小截面焊道,采用多层多道焊接,严格控制道间温度在100℃以下,以防焊缝及热影响区晶间组织过分增大,造成焊接接头高温韧性下降。
其次是化学成分偏析问题。引起这方面问题的原因除了KHR45A材料中C含量高外,另一个原因就是为了提高KHR45A材料的抗氧化性能,在材料中加入较多量的Si元素(w(Si)高达1.8%左右),由于Si含量的提高使焊接时极易造成化学成分偏析,从而产生焊接热裂纹。解决问题的措施主要是采取合理的焊接工艺,控制焊接热输入量,同时应提高焊接一次合格率,减少返修,避免焊缝金属二次过热,从而降低焊缝化学成分的偏析程度。在焊接施工中,对于需要返修的焊缝,必须首先确定缺陷位置,清除缺陷时要尽可能减小开口面积。开口面积越大,补焊热影响区越大,产生热裂纹的倾向就越大,反之亦然。补焊缺陷开坡口时应采用细焊丝、小电流、多层焊。
第三就是避免Y形管母材本身的微裂纹。应尽量采用机加工坡口,避免火焰切割时母材受热产生缺陷。组对焊接前,必须对坡口进行认真清理,并进行严格的外观和着色渗透检查,坡口表面不得有裂纹、夹渣、分层等缺陷。初层焊后,应再次进行着色渗透检查,确保焊接质量。其它焊层之间应进行目视检查,认真清理层间焊道。焊接完成后,还应对焊缝表面及热影响区附近进行着色渗透检查,确保无裂纹等缺陷。
2.4焊接工艺评定
根据选择好的焊接材料和制定的焊接工艺,编制焊接工艺评定指导书,指导焊接工艺评定的进行。
2.4.1评定标准
焊接工艺评定所依据的标准为SH J509--1988《石油化工工程焊接工艺评定》。
2.4.2评定材料
2.4.2.1 母材
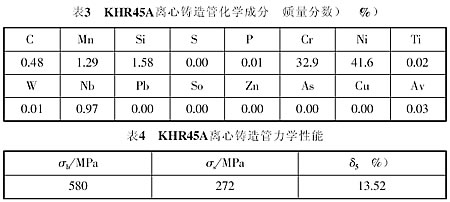
用于焊接工艺评定的KHR45A母材规格为Φ120.8mmX6.4mm的离心铸造管,化学成分见表3,力学性能见表4。
2.4.2.2 焊材
评定所用焊材为45A焊丝,规格为φ2.4mm,金属化学成分见表5。

2.4.3 焊接接头
接头形式对接接头,V形坡口,焊接位置为垂直固定。接头简图见图1。

2.4.4 保护气体
保护气体为氩气,气体流量正面为10~12 L/min,背面为15~25 L/min。
2.4.5 焊接工艺参数
直流正极,选用铈钨极,φ2.5mm。道间温度控制在100℃以下。焊接工艺参数见表6。

2.4.6 无损检验
对坡口、打底层、盖面层焊缝进行着色渗透检查,合格,对焊缝进行射线透照检查,合格。
2.4.7 拉伸试验
2.4.7.1 根据评定标准截取19.96mm×4.36mm试样进行常温拉伸试验,在熔合线部位断裂,σb=575MPa。
2.4.7.2 另截取规格为6.4mm×10mm试样,在1075℃下进行高温拉伸试验, 断裂部位为母材,σb=81MPa。
2.4.8 金相检验
母材:奥氏体基体,枝晶分布碳化物,σ相。热影响区:奥氏体基体,枝晶分布碳化物,σ相。焊缝:奥氏体基体,等轴网状或长条网状碳化物。
3 焊接实际生产应用
2001年, 在上海石化70万t年乙烯改造E-BA-2101裂解炉施工中,针对KHR45A辐射炉管现场焊接施工的特点,制定了正确的焊接工艺,并根据合格焊接工艺评定来编制详细的炉管焊接作业指导书,用以指导焊接生产。同时,结合该钢种容易产生的焊接缺陷,专门组织焊工进行了有针对性的焊接操作技能培训, 并经考试合格后再上岗操作。另外,进行炉管焊接时,周围筑炉、衬里的施工全部停止,以防止衬里材料的飞屑、杂质等影响焊接质量,为炉管焊接提供一个良好的焊接环境。
在焊接生产当中,焊接工艺参数可以适当调整为: 电流80~110A, 电压10~12V, 焊接速度8~15cm/min。除应严格执行该合格焊接工艺外,以下几个方面还应引起高度重视:
(1)焊缝组对时要调整好接口位置,必须保证内壁错边量不大于0.5mm。
(2)打底层焊接时,背面应充氩保护,并严格控制氩气流量。一般开始充氩时,氩气流量适当增大,以确保炉管内空气完全排出;焊接时氩气流量应适当降低,以避免焊缝背面成形因氩气的吹托出现凹陷。
(3)焊接过程中,采用多层多道焊接,每层焊后应派专人用测温计进行温度测量,严格控制道间温度在100℃以下(最好控制在60~70℃)。
(4)应安排焊接水平高、责任心强的焊工进行Cr35Ni45材质的焊接作业,尽量减少焊缝返修。
通过采取以上的焊接工艺和施工控制措施,取得了裂解炉辐射炉管一次焊接合格率100%的好成绩。
4 结 论
只要在焊接生产中选用正确的焊接材料,采用合理的焊接工艺,严格控制焊接过程,尽量减少二次返修、补焊,KHR45A高铬镍材料离心铸造炉管的焊接热裂纹问题是完全可以解决的。 |
