|
等离子是指在标准大气压下温度超过3000℃的气体,在温度谱上可以把其看作为继固态、液态、气态之后的第四种物质状态。等离子是由被激活的高子、电子、原子或分子组成。例如:它可通过自然界中的闪电产生。从1960年以后,等离子这个词获得了新的含义,那就是电弧通过涡流环或喷嘴压缩而形成的高能量状态,此原理现在被广泛用于钢铁、化工及机械工程工业。
等离子弧焊是在钨极氩弧焊的基础上发展起来的一种焊接方法·。钨极氩弧焊使用的热源是常压状态下的自由电弧,简称自由钨弧。等离子弧焊用的热源则是将自由钨弧压缩强化之后而获得电离度更高的电弧等离子体,称等离子弧,又称压缩电弧。两者在物理本质上没有区别,仅是弧柱中电离程度上的不同。经压缩的电弧其能量密度更为集中,温度更高。
等离子弧的****电压降是在弧柱区里,这是由于弧柱被强烈压缩,使电场强度明显;增大的缘故。因此,等离子弧焊主要是利用弧柱等离子体热来加热金属,而自由钨弧是利用两电极区产生的热来加热母材和电极金属。
等离子弧的特性
等离子弧能量密度可达10000--100000W/cm2,比自由钨弧(约10000W/cm2以下)高,其温度可达18000~24000K,也高于自由钨弧(约5000~8000K)很多。图1-1为两种电弧的温度分布,左侧为自由钨弧,右侧为等离子弧。
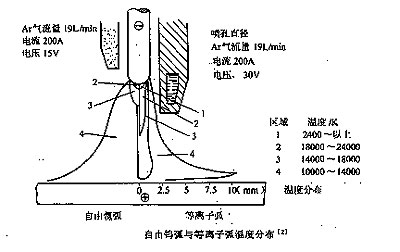
图1-1
等离子弧的静特性曲线接近U形(图1-2)。与自由钨弧比较****区别是电弧电压比自由钨弧高。此外,在小电流时,自由钨弧静特性为陡降(负阻特性)的,易与电源外特性曲线相切,使电弧失稳。而等离子弧则为缓降或平的,易与电源外特性相交建立稳定工作。
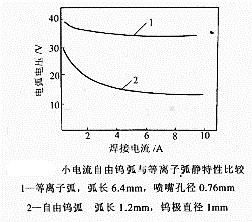
图1-2
图1-3表示了等离子弧与自由钨弧的形态区别。等离子弧呈圆柱形,扩散角约5度左右,焊接时,当弧长发生波动时,母材的加热面积不会发生明显变化,而自由钨弧呈圆锥形,其扩散角约45度,对工作距离变化敏感性大。
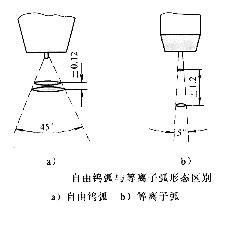
图1-3
等离子弧的挺直度非常好。由于等离子弧是自由钨弧经压缩而成,故其挺度比自由钨弧好,焰流速度大,可达300m/s以上,因而指向性好,喷射有力,其熔透能力强。
等离子弧焊的特点
由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,一次可焊透的厚度如表1-4所示,在同样熔深下其焊接速度比TIG焊高,故可提高焊接生产率。
| 材料 | 不锈钢 | 钛及其含金 | 镍及其含金 | 低合金钢 | 低碳钢 | 铜及其合金 | | 焊接厚度范围 | ≤8 | ≤12 | ≤6 | ≤8 | ≤8 | q2.5 |
表1-4
此外,等离子弧对焊件的热输入较小,焊缝截面形状较窄,深宽比大,呈“酒杯”状,见图1-5。热影响区窄,其焊接变形也小。
由于等离子弧呈圆柱形,扩散角小,(见图1-3)挺直度好,所以焊接熔池形状和尺寸受弧长波动的影响小,因而容易获得均匀的焊缝成形,而TIG焊随着弧长的增加,其熔宽增大,而熔深减小。
由于等离子弧的压缩效应及热电离充分,所以电弧工作稳定,特别当联合型等离子弧在小电流(0.1A)焊时,仍具有较平的静特性(见图1-2)配用恒流(垂降)电源,能保证焊接过程非常稳定,故可以焊接超薄构件。
由于钨极内缩到喷嘴孔道里,可以避免钨极与工件接触,消除了焊缝夹钨缺陷。同时喷嘴至工件距离可以变长,焊丝进入熔池容易。
采用小孔焊接技术,能实现单面焊双面成形焊接工艺。
|
