徐州华东石油机械厂(221008) 董 蔷 李淑梅 陶月红 李 通
石油、石化管道建设大量使用加热弯管,中频加热弯管机是制造加热弯管的专用设备。我厂2002年3月自行研制成功的自动控制中频加热弯管机采用液压驱动,导向杆是其中一个重要部件,在弯管机小车推进装置中起导向作用。导向杆由φ168mm×20mm的20#无缝钢管制作,其总长度长达10m。由于导向杆为细长杆结构,刚度差,且精度和表面粗糙度要求又严格,因此采用整体加工需要特殊大型加工设备,加工难度大成本高。经过反复对比论证,我们对零件结构进行了改进,采用分体组焊件代替原来的整体式结构,并采取了一系列的工艺措施,这样采用一般车床就可以加工,大大降低了加工难度和加工成本。
1 零件结构
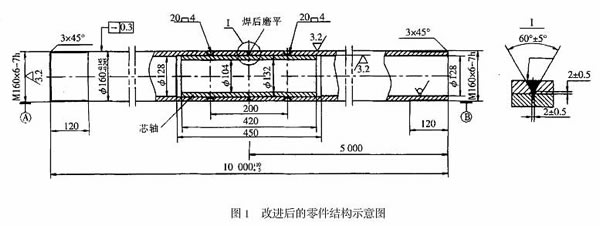
改进后的零件结构如图1 所示。两部分钢管之间采用长度420mm的芯轴定心,芯轴与钢管内孔采用过渡配合H7/m6,这样在装配比较方便的情况下,可以保证组焊时两段钢管具有较高的同轴度。两段钢管之间采用V形对接焊缝,距对接焊缝100mm 处两端各均布4个塞焊点。采取以上结构,每段导向杆的长度由原来的10m减小到5m,这样就可以在我厂现有的CW61125BX5m的车床上加工。
2 工 装
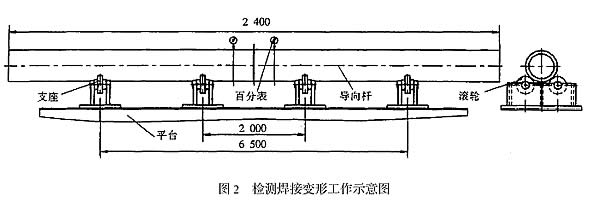
为了控制焊接变形,保证焊接质量。我们设计制作了4个等高支座,每个支座采用两个滚动轴承作为滚轮,导向杆放置在支座上进行焊接(图2) 。这样一方面可以避免由于钢管太长下挠使焊接变形增大;另一方面可以方便地转动导向杆以便于焊接和精度测量,根据检测值,调整焊接顺序和方向,控制焊接变形。
3 焊前准备
在CW61125BX5m的车床上分别加工两段钢管,按图纸要求车焊接坡口,并保证安装芯轴处两段钢管的内孔与外圆同轴;划线钻出两组4-φ20mm的塞焊孔;在平台上安装芯轴,组对两段钢管。
4 焊接工艺
(1) 焊接工艺参数:采用手工电弧焊,选用一般交流焊机和J422酸性焊条,焊条φ3.2mm,焊接电流为90~120A,焊接速度为9~13cm/min ,电弧电压为22~24 V。
(2) 按图纸要求实施塞焊。塞焊时先焊一个断面的4个点,采用对称跳焊,然后按相同的方法焊接另一断面的4个点,这样可以减少焊接变形,并可以依靠芯轴的作用将两段钢管基本定位在同一轴线上。
(3) 在平台上安装4 个滚轮支座,放上塞焊好的导向杆。在环焊缝的两侧各200mm处、导向杆的最上端安装两个百分表随时检测焊接变形。
(4) 对接环焊缝进行交叉点固焊,焊接四点,每段长度30~50mm。焊接完毕后,让焊接部位充分冷却,转动导向杆,从百分表读数中观察导向杆变形方向,记录最高点位置。
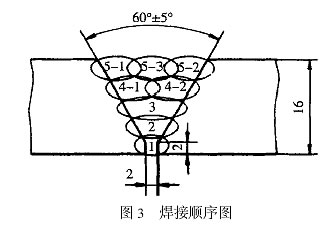
(5) 正式焊接时,从变形最高点起焊,分5层焊成,采用对称跳焊,每次焊接1/4圆弧,每层焊层厚度约3~4mm,焊接电流90~110A,最后两层须焊接2~3道,焊接顺序如图3 所示。每焊完一道,均需去除表面焊渣和飞溅物,在充分冷却后,用表测量导向杆变形方向,下一道焊接从变形最高点起焊,利用焊接变形对导向杆变形进行矫正。
(6) 焊接完成后,清理干净焊渣和飞溅物,打磨焊逢余高至与母材平齐,要求焊接接头表面与钢管其它外表面一样光滑。
5 焊后检验
焊接完成后将导向杆按自然状态放在平台上(可以是龙门刨床或铣床工作台),用准直仪测定其素线的直线度,在导向杆单侧各45°夹角处取4点检测,如图4所示。测量结果: 4条母线的直线度分别是0.21 , 0.27 ,0.24 ,0.19 。检测证明,按照上述方法加工,导向杆的精度和其它技术指标完全符合设计要求。该导向杆投入使用至今,导向效果很好,小车推进装置运动灵活,无任何卡阻、蹩劲现象。采用该方法制作导向杆的费用仅为整体加工成本的1/7,不仅大大降低了制造成本,也为今后细长杆、细长管件的加工提供了一条解决问题的途径。
 |
