|
4 底板中幅板的焊接
4.1 底板中幅板垫板的铺设与点焊
底板所有对接焊缝下垫100mm宽与焊缝等长的垫板(材质为Q235-A,厚6mm)。所有丁字缝处加150mmX150mmX6mm的同材质辅助垫板。
垫板由罐中心分成4个90°(扇面,分4组从内到外排列垫板,垫板铺设与中幅板焊接同步进行,一般能保证第2天的工作量即可,杜绝一次焊接成网状,并以此法施工直至完成。垫板点焊与中幅板铺设同步进行,先点焊固定,安装找平后,各节点再间隔跳焊,4组人员要相互配合进行焊接,以保证其平整度。垫板间的对接焊缝要求满焊、焊透,焊后表面磨平,坡口组对间隙4mm。
4.2 底板中幅板的焊接
4.2.1 罐底板中幅板对接焊缝的焊接顺序
按隔条焊接原则,先焊接中、长焊缝,其次焊接短焊缝,然后焊接其间的廊板缝,依此类推。
4.2.2 中幅板对接焊缝的焊接
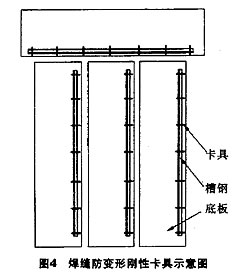
中幅板每条焊缝焊接前,沿焊缝长度方向用12m长的12#工字钢进行加固,见图4,待焊接完毕拆除。焊条电弧焊打底的起始点距丁字缝500mm (这部分暂不焊, 待大角焊缝焊后、焊接龟甲缝之前再完成),埋弧焊起始点距打底焊的起始点100mm。
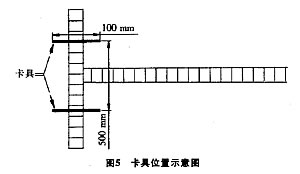
中幅板通长焊缝的各条焊缝按隔条焊接的原则进行施焊。焊前先进行加固,丁字缝处用卡具加固,如图5所示。中长焊缝两端各用1块厚为20mm的钢板垫起,补偿焊接过程中产生的收缩变形。然后将焊缝均分为4段, 每段由1名焊工打底, 按分段退焊、隔段跳焊的方法进行,长度为400mm,严格控制4名焊工的焊接速度及焊接工艺参数。用埋弧焊进行盖面焊接时,将焊缝均匀分为4段,采用分段退焊,焊接时错开接头部位。
廊板长度为3m的拼缝由2名焊工按分段退焊、隔段跳焊的原则打底, 每段长度400mm, 埋弧焊填充盖面焊接时,错开焊接接头。先将相邻中幅板由单片逐渐连成大片, 再将廊板由单片连成大片,然后由圆心向外进行中幅板与廊板间的焊接(廊板缝焊接)。中幅板与廊板之间的焊缝焊前先加固如图4所示, 然后将焊缝均分为16段, 每段长约4m,由16名焊工同速、等参数分段退焊、隔段跳焊且沿一个方向施焊, 每段长400mm。对于中幅板与廊板之间的丁字缝,先将中幅板方向的焊缝用手工焊焊接(打底+填充+盖面)完毕,再将廊板方向的焊缝用埋弧焊盖面, 焊接时将焊缝均分为4段, 每段由"台埋弧焊机焊接。在每台埋弧焊机的焊接区域内, 将焊缝按每段4m均分, 分段退焊。每条中幅板与廊板间的焊缝用4台埋弧焊机同时施焊, 严格控制焊接速度,做到等速、同步施焊,焊接时错开接头部位。
5 中幅板与边缘板间收缩缝的焊接
5.1 中幅板与边缘板间收缩缝垫板的焊接
收缩缝(龟甲缝)垫板的焊接同3.1中所述。
5.2 中幅板与边缘板间收缩缝的焊接
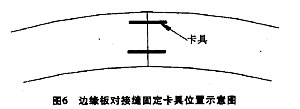
中幅板与边缘板间丁字焊缝先不焊接,待龟甲缝焊接时一并焊接。边缘板对接焊缝在罐壁板组装前先焊接300mm,然后按100%RT进行探伤,达到JB4730-1994Ⅱ级为合格。边缘板对接焊缝施焊前采用龙门架加固,如图6所示,焊前施焊部位应预热至100℃,控制道间温度,焊后保温。
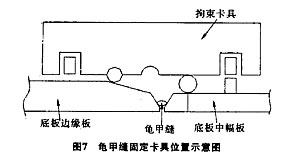
边缘板对接焊缝其余部位的焊接待第1圈与第2圈壁板环缝焊接完毕及大角缝内外焊接完毕再焊。龟甲缝焊接是底板焊接的最后一道工序,中幅板与边缘板之间的龟甲缝焊后收缩严重,因此在第1圈与第2圈壁板环缝焊接完毕及大角缝内外焊完前不可点焊,使其处于自由状态,龟甲缝焊接时采取加固措施,见图7,然后均布焊工、等速、同步施焊、隔段跳焊,焊条电弧焊打底,埋弧焊盖面。
6 底板焊接变形控制
由于合理的焊接方法减小了焊接热输入,同时在中幅板焊缝焊接前,采取了沿焊缝长度方向进行刚性固定以及在所有焊缝两端加防翘曲的垫板等措施,所以有效地减小了中幅板焊接后的波浪变形。
另外,焊接每条焊缝之前,每隔3m,垂直于焊缝方向用长度约为800mm的背杠进行加固,待整条焊缝全部焊完并彻底冷却后拆除背杠,该措施也有效地减小了中幅板焊接后的波浪变形。
7 结 论
该工程中由于采用了添加碎焊丝的埋弧焊方法,热输入较小,采用了有效的防变形措施,严格执行焊接工艺规范, 严格控制焊接顺序, 经焊后实测,底板的局部凹凸度均小于50mm,完全满足了规范要求,达到了预期的效果,受到了用户的好评,工程质量创优。
|
