|
德国CLOOS公司于2002年成功开发了********台变极性MIG/MAG焊机GLC 353 QUINTO CP,主要用于实现冷焊(CP)工艺(Cold process)。
冷焊工艺的优点:在短周期内(ms)变换焊丝的极性,使之处于负极。在
负极时热量指向焊丝,焊丝末端被温暖的电弧向上环绕,由此可以增加熔敷量。热量指向焊丝,而流向母材的热量减少,熔透能力减小。
冷焊工艺主要用于焊接2mm以下的薄板(钢、铝、镀层板、异种金属)。
1.非脉冲冷焊工艺:
非脉冲冷焊工艺电弧燃烧在短弧区域,此时除了设定正常的MIG/MAG参数外,还需要设定负极时间和负极电压。一般情况下,负极时间越长和负极电压越高,从电弧供给焊丝的热量越多。当负极时间减少到零时冷焊工艺就变成了正常短弧焊接工艺。

非脉冲冷焊工艺负极时间和负极电压设置界面
非脉冲冷焊工艺熔滴过渡和电流电压波形
2.脉冲冷焊工艺:
在脉冲熔化极气体保护冷焊工艺时,除设定脉冲参数外,还要设定冷焊参数,共有7个:
1、正脉冲后处理时间
2、负极脉冲时间
3、负极脉冲电压
4、负极基值时间
5、负极基值电流
6、负极后脉冲时间
7、负极后脉冲电流
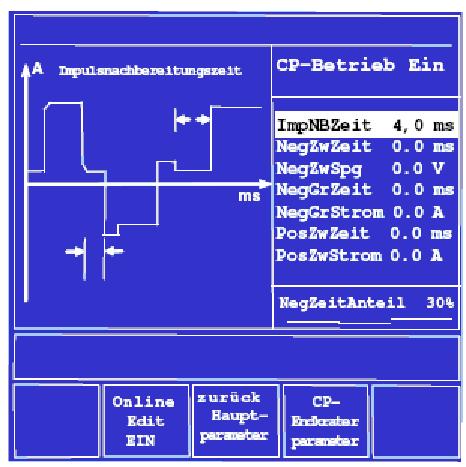
脉冲冷焊工艺负极参数设置界面
脉冲冷焊工艺熔滴过渡和电流电压波形
|
